
























As a reference, when looking at the cost of processing a part, machining cycle time is usually 40% of the budget, while the cost of tools (including the costs of Jet Spindles) is usually around 3% of the budget.
So, with this in mind, we are primarily concerned with improving cycle times and this article looks at the BIG impact of Material Removal Rates with SMALL Tools, i.e. shorter cycle times with SMALL Tools. Let’s proceed
No matter how we look at machining we come back to the same challenge, namely Material Removal Rate (MRR).
MRR is the rate at which we remove material to produce a product or part out of a block, cylinder, or piece of metal with the aim to optimize the time while maintaining the quality of the process.
When we process a metal we are normally required to complete a range of processes, from roughing all the way to slotting, engraving, chamfering, semi-finishing and finishing. Our challenge is to reduce the machining time for each product or part by focusing on the longest processes first and ensure these processes are completed as quickly and as cleanly as possible.
To calculate the MRR we need to consider cutting speed and the table feed. The cutting speed and feed rate together help determine the surface finish, power requirements, and material removal rate.
Jet Spindle Speeders are for the milling process and so the following focus on the mathematical approach to milling with small tools.
Let’s start from the end, MRR(Q) for milling operations is calculated by multiplying the Axial depth of cut (Ap) and the Radial depth of cut (Ae) by the Feed speed (Vf) measured in millimeters per minute. So, our main focus is the feed speed or feed rate.

Feed Rate (Vf)
The table feed per minute (feed rate or feed speed) takes from cutting tool parameters the feed per tooth (Fz) and the number of teeth (z) and multiplies this by the spindle speed (n) giving us the total distance the cutting tool travels each minute with relation to the volume of material it will encounter.
As we can clearly see, the spindle speed (n) is our only controllable variable as the feed per tooth and number of teeth are givens. It is always of interest to maximize the spindle speed for each operation. While modern CNC machines can provide 10,000 RPM spindle speed, this is neither fast enough nor accurate enough for milling with small tools but more about this later. Now let’s review the MMR calculation.

MMR (Q)
Once we know the feed rate (Vf), we have to decide the axial and radial depths of the cut in order to determine the material removal rate.
Here some advanced knowledge of milling with small tools is required with 3-6X spindle speeds. As a rule of thumb, we can maintain Ae for most operations but we will need to vary the Ap or depth of the cut in accordance with harder metals. Softer materials, such as Aluminum, bronze, and copper, classified as N grade materials by ISO can be milled with close to the same Ap used at slower spindle speeds. On the other hand, harder metals such as Steel, Iron, and Stainless Steel will require taking less material to compensate for the faster speed and lower torque of the Jet Spindle Speeder.
BIG Tools and BIG MRR
With BIG Tools the MRR strategy involves high spindle torque (Mc) and Maximum chip thickness (Hex) through maximum Feed per tooth (Fz), maximum Feed per revolution (Fn), and machine spindle RPMs of around 10,000 ( RPM ) to ensure optimal metal removal rates (Q) in cm3/min or inch3/min. Leading cutting tool producers like Iscar, Tungaloy, TaeguTec, and Ingersoll are all well know leaders in this important Big MRR space.
On the other end of the spectrum, we have the same challenge of BIG MRR with Small Tools.
Here the milling strategy is different but the goal is the exact same, i.e. quick and clean removal of material. The first challenge with small tools in milling processes is the RPM of the spindle. With large tools a 10,000 RPM is excellent but for small tools that have a much smaller diameter and cover much less distance at the same speed, it’s not efficient or optimal. So, spindle RPMs must increase to maintain the recommended surface footage. Next look focus on the topic – BIG MMR with Small Tools.
RPM or rather speeds and feeds.
Image the cutting tool to be a wheel rolling along a surface. The number of revolutions completed by the cutting tool in one minute is the cutting speed (Vc), expressed as surface feet/meters per minute (sfm or m/min). Therefore, if we compare an 8mm diameter cutting tool against a 2mm diameter cutting tool, the 8mm cutting tool will travel 4X further during the same period of time. This means that for a SMALL Tool to reach the same Vc or cutting speed as a BIG Tool it must complete 4X more revolutions across the same surface and this can only be achieved by high spindle speed (N), measured in revolutions per minute. To achieve the same cutting speed (Vc) for SMALL Tools we need to ramp up the machine spindle speed (N). The optimal high-speed machining (HSM) cutting speed (Vc) for small cutting tools (0.10 – 4.00 mm DC) is therefore in the range of 25-55,000 RPMs.
As we can see that with small cutting tools cutting speed enhancement is a BIG deal as we are always looking to optimize cutting speeds.
Cutting Speed (Vc)
Cutting speed, measured in m/min or ft/min, is measured on the outside edge of the cutting tool and is calculated using the cutter diameter (DC) and spindle speed (n). As mentioned, if two tools of different sizes are turning at the same number of revolutions per minute (RPMs) the larger tool will cover a greater distance measured in feet/meters per minute. A smaller dimension cutting tool will need to revolve much fast to cover the same distance and reach an equivalent SFPM (Vc). Cutting speed is the surface speed at which the cutting tool’s edge machines the workpiece.
Because the cutting tool dimensions (DC) are a given, spindle speed (n) is again the only factor we can control in improving our cutting speed (Vc).
Type of materials and cutting speed
Metal Hardness
The other important factor to consider when looking for BIG MRR with SMALL Tools is the strength of the tool and the geometry hardness of the material. As the diameter of a tool decreases so does its relative strength. Further, there are limits to the high-speed machining of metals and we need to ensure we don’t smash the metal instead of cutting the metal.
Therefore, the second important factor in achieving BIG MRR with SMALL Tools while processing hard metals is to optimize the effective cutting speed (Ve) by reducing the Axial depth of cut (Ap) while maximizing the cutting speed (Vc).
The softer the material the faster the recommended cutting speed. On a scale that means we will look to increase cutting speeds as we move from processing Steel to processing Iron, to Stainless steel, to the softer metals Titanium, Aluminum, Copper, and Bronze.

Cutting Tool Quality
The second factor in determining the optimal RPM is the hardness Geometry of the material of the cutting tool. Colibri Spindles is proud to partner with the leading carbide cutting tool producers in the world and we will guide you to sourcing the best cutting tools for your application needs.
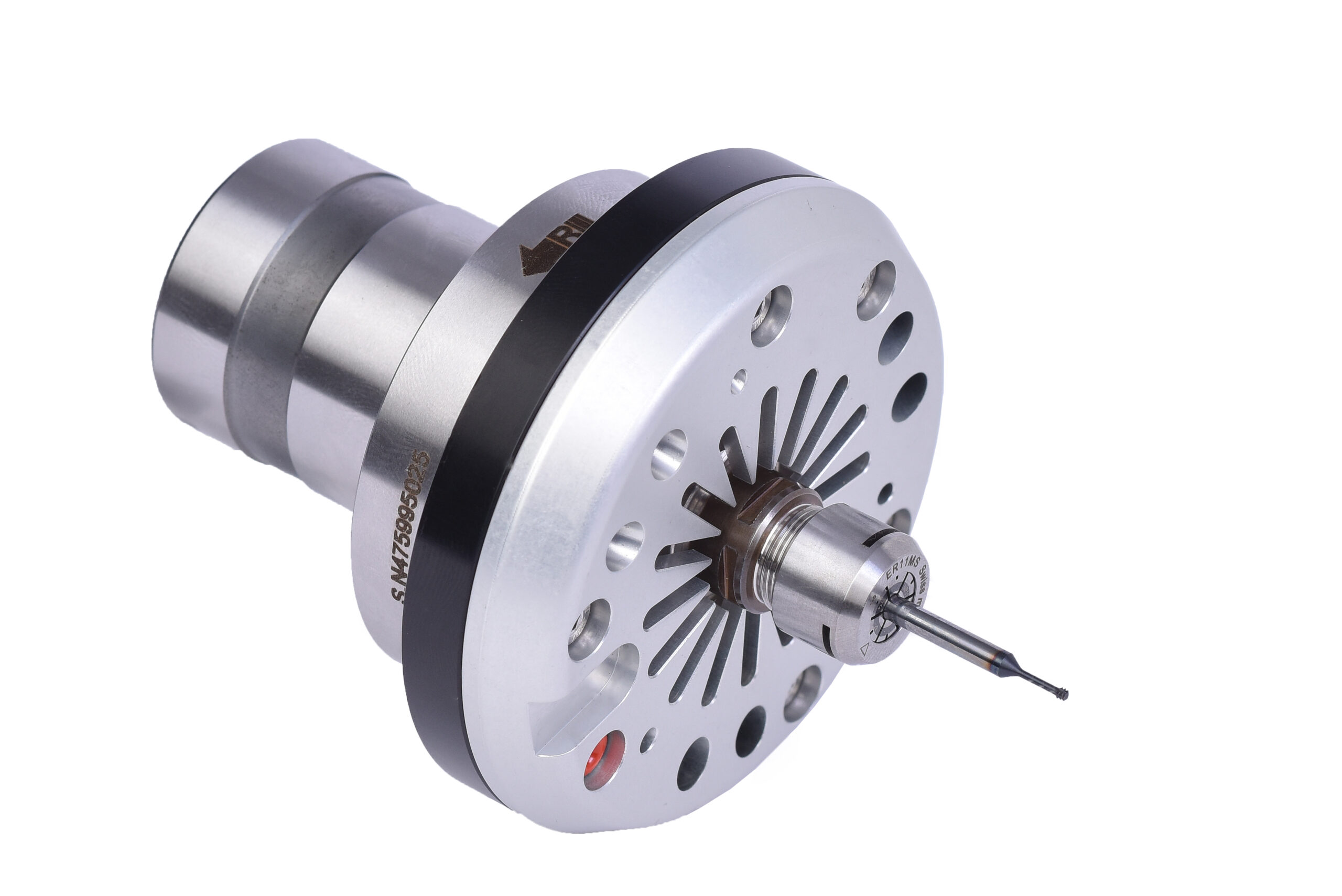
Colibri Jet Spindle Speeders
Colibri Jet Spindle Speeds achieve RPMs of 25 – 55,000 RPMs and are therefore ideal for BIG MRRs with SMALL Tools.
Colibri Jet Spindle Speeders require a high-pressure coolant of at least 15 bar and flow rates of 10 liters minute and that is it!
No complex integrations for these revolutionary Jet Spindle Speeders. Colibri Jet Spindles Speeders use ER11 collets and come ready for ER32, HSK-A40, HSK-A63, BT30, BT40, CAT40, ST20, C5, C6, DIN30, DIN40 monoblock mounting. BMT and VDI and angle holders are also supported using our generic TR Jet versions of both our HPC Jet and GJET product lines.
For more details contact us.
