


















 Overview of Case Studies
Overview of Case Studies
Aerospace Case Studies
| SUCCESS STORY | |
|---|---|
| The customer had excessive wear on the cutters and the finish was not up to EMBRAER standards. Satisfied customer, increased tool life with the Colibri Jet Spindle by 35% and improved engraving finish. |
|
 |
|
| CASE STUDY | |
|---|---|
| Industry | Aerospace Industry |
| Application | Engraving Finish |
| Part | Avionics parts |
| Machine | Mazak Integrex – I-400 |
| Challenge | Drill and Mill in narrow spaces with high quality finish and minimum tool wear. |
| Solution | The application of GJet/ SPEED Jet reduced time, provided a better finish and increased the life of the cutter. |
 |
|

| OPERATING DATA | DESCRIPTION OF OPERATION ONE | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 11,000 | 41,000 |
| Cutting Speed (Vc in m/min) | 17.00 | 64.00 |
| Depth of Cut (mm) | 0.05 | |
| Width of Cut (mm) | 0.25 | |
| Table Feed (Vf in mm/min) | 242 | 820 |
| Tool life – high, average, low | Average | High |
| Surface Finish – high, average, low | Low | High |
| Cycle Time Improvement (in %) | 70.5% | |
| Machining Time (min) per part | 15.23 | 4.5 |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 20 bar & 10 l/min | |
| Holder Type | ER32 | |
| Material & Hardness | 15-5PH Stainless Steel (55 HRC) | |
| Cutting Tool | Ball nose end mill (HSB 2005M) | |
| Diameter (mm) | 0.5 | |
| No. of Teeth | 2 | |
| SUCCESS STORY | |
|---|---|
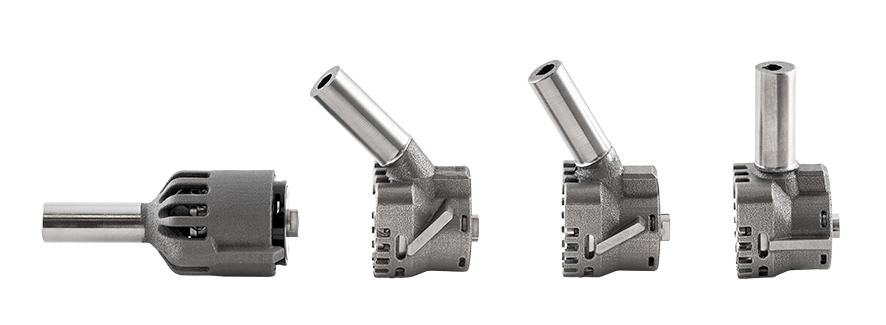
| The customer makes parts (cargo plane floors) and couldn’t get access to drill the approximately 380 holes in diameters of 2.5 and 6 mm, so the operation time was 4:30 hours. We used the Micro 90° with AIR drive to machine the difficult to access parts for other types of tool and could reduce the operation time by 67% to 1:30 hours. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Aerospace Industry |
| Application | Milling of holes |
| Part | Cargo plane floor |
| Machine | Mazak Vortex 120 |
| Challenge | Drill and Mill in narrow spaces |
| Solution | Micro 90 supported hole helical milling, and hole drilling |
 |
|
| RESULTS WITH MICRO 90 | |
|---|---|
| Time Savings per part (minutes) | 180 |
| Cost Savings Per Part ($40/hour) | $120 |
 |
|
| MICRO 90 | |
| OPERATING DATA | Milling of Interpolated Holes | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 10,000 | 45,000 |
| Cutting Speed (Vc in m/min) | 63 | 283 |
| Depth of Cut (mm) | 0.1 | |
| Width of Cut (mm) | 2.0 | |
| Table Feed (Vf in mm/min) | 40 | 180 |
| Machining Time (min) per part | 270 | 90 |
| Tool life – high, average, low | Low | High |
| Surface Finish – high, average, low | Low | High |
| Cycle Time Improvement (in %) | 67% | |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | Use of Air | |
| Holder Type | ER16 | |
| Material & Hardness | Aluminum 7075 & 180HB | |
| Cutting Tool | TEC020A2 (30° helix medium length solid carbide miniature end-mill) |
|
| Diameter (mm) | 2.0 | |
| No. of Teeth | 2 | |
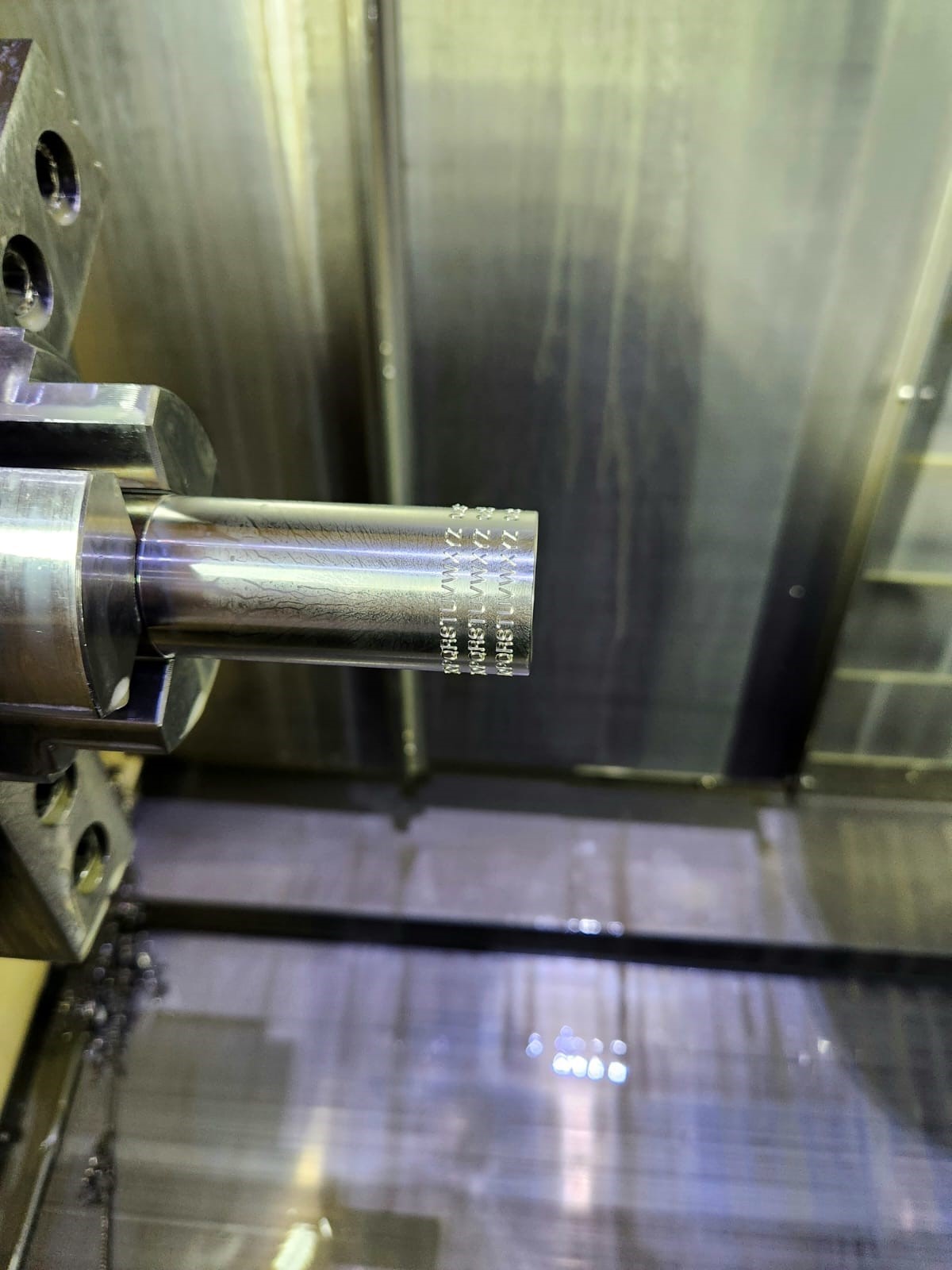
Additional Pictures

| SUCCESS STORY | |
|---|---|
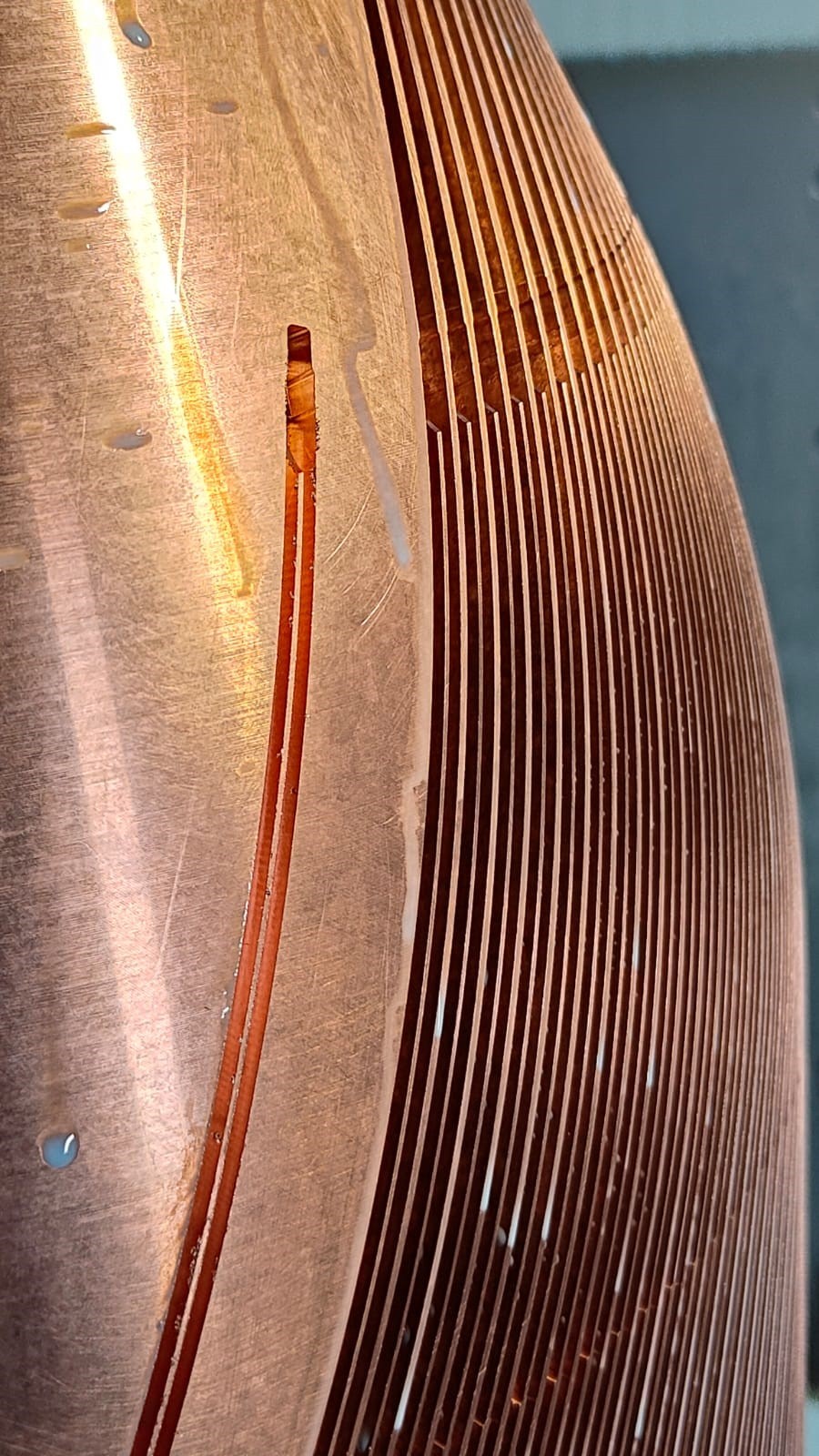
| The component here in discussion is used in the liquid propellant engines in rockets for launching satellites. Hence the criticality to maintain all the quality parameters was paramount. With huge savings in cycle time, got reduced by 67% compared to previous cycle time. Which gave around 225 hours of machine hour savings with this very premium range of machine. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Aerospace/ Space Industry |
| Application | Channel milling |
| Part | Inner Shell – Liquid Fuel Channel |
| Machine | HMC – DMG |
| Challenge | Very high cycle time & to maintain the profile of the component. |
| Solution | Use SpinJet GJET & HPC for high RPM & better run-out. |
 |
|


| OPERATING DATA | DESCRIPTION OF OPERATION ONE | DESCRIPTION OF OPERATION TWO | ||
|---|---|---|---|---|
| Test Data | Machine Spindle | HPC Jet Spindle | Machine Spindle | GJet Spindle |
| Spindle Speed (rpm) | 12,000 | 45,000 | 12,000 | 44,500 |
| Cutting Speed (Vc in m/min) | 57 | 212 | 38 | 140 |
| Depth of Cut (mm) | 0.2 | 0,15 | ||
| Total D.O.C. – Hole [mm] | 6.0 | 6.0 | ||
| Table Feed (Vf in mm/min) | 1,200 | 2,200 | 800 | 2,200 |
| Machining Time (min) per part | 18,225 | 6,075 | 2,025 | 675 |
| Tool life – high, average, low | Low | High | Low | High |
| Surface Finish – high, average, low | Same | Same | ||
| Cycle Time Improvement (in %) | 67% | 67% | ||
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 80 bar & 31 l/min | |
| Holder Type | HSK 100 | |
| Material & Hardness | Brass & 160HB | |
| Cutting Tool | DHF UNE 150801 | |
| Diameter (mm) | 1.0 and 1.5 | |
| No. of Teeth | 2 | |
Additional Pictures