


















 Overview of Case Studies
Overview of Case Studies
Green Jet (GJet) Case Studies
| SUCCESS STORY | |
|---|---|
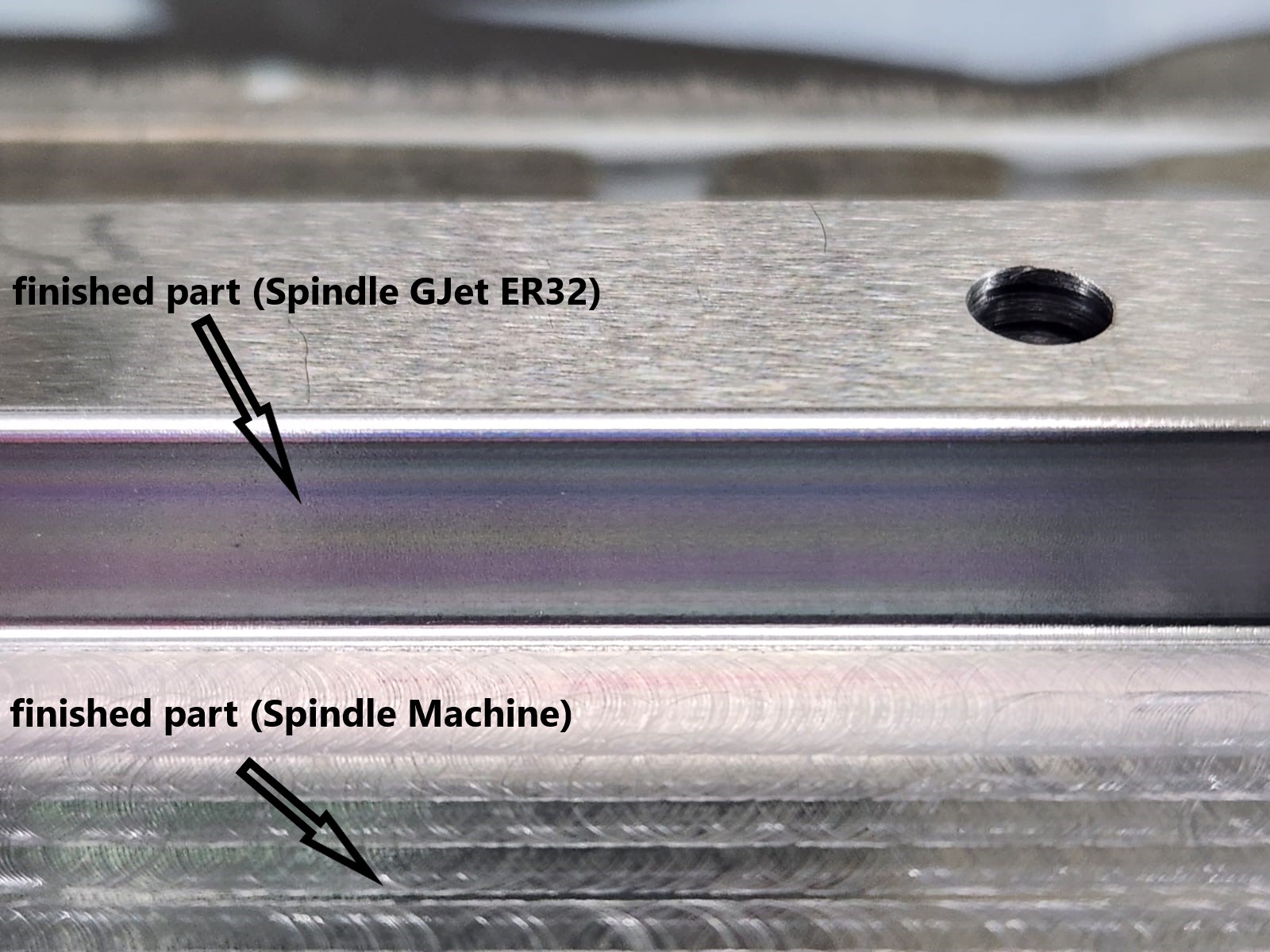
| The customer had excessive wear on the cutters and the finish was not up to EMBRAER standards. Satisfied customer, increased tool life with the Colibri Jet Spindle by 35% and improved engraving finish. |
|
 |
|
| CASE STUDY | |
|---|---|
| Industry | Aerospace Industry |
| Application | Engraving Finish |
| Part | Avionics parts |
| Machine | Mazak Integrex – I-400 |
| Challenge | Drill and Mill in narrow spaces with high quality finish and minimum tool wear. |
| Solution | The application of GJet/ SPEED Jet reduced time, provided a better finish and increased the life of the cutter. |
 |
|

| OPERATING DATA | DESCRIPTION OF OPERATION ONE | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 11,000 | 41,000 |
| Cutting Speed (Vc in m/min) | 17.00 | 64.00 |
| Depth of Cut (mm) | 0.05 | |
| Width of Cut (mm) | 0.25 | |
| Table Feed (Vf in mm/min) | 242 | 820 |
| Tool life – high, average, low | Average | High |
| Surface Finish – high, average, low | Low | High |
| Cycle Time Improvement (in %) | 70.5% | |
| Machining Time (min) per part | 15.23 | 4.5 |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 20 bar & 10 l/min | |
| Holder Type | ER32 | |
| Material & Hardness | 15-5PH Stainless Steel (55 HRC) | |
| Cutting Tool | Ball nose end mill (HSB 2005M) | |
| Diameter (mm) | 0.5 | |
| No. of Teeth | 2 | |
| SUCCESS STORY | |
|---|---|
| The test passed with flying colors, with a three-fold increase in rpm compared to the original, and a five-fold increase in feed. Much better surface finish. An 84% reduction in the operating cycle. A very satisfied customer. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Mold Industry |
| Application | Ball Nose Milling |
| Part | Clamp Mold |
| Machine | Romi – D800 plus |
| Challenge | Reduce operation time and improve finishing |
| Solution | SPEED Jet/GJet ER32 spindle application – Increase rpm and feed |
 |
|
| OPERATING DATA | Face Ball-nose Milling | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 15,000 | 59,000 |
| Cutting Speed (Vc in m/min) | 71 | 231 |
| Depth of Cut (mm) | 0.03 | 0.03 |
| Width of Cut (mm) | 0.04 | 0.04 |
| Table Feed (Vf in mm/min) | 600 | 3,100 |
| Machining Time (min) per part | 100 | 16 |
| Tool life – high, average, low | Average | High |
| Surface Finish – high, average, low | Average | High |
| Metal Removal Rate (cm3/min) | 0.00072 | 0.00372 |
| Cycle Time Improvement (in %) | 84% | |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure | 45 bar | |
| Holder Type | Ball Nose Milling Cutter | |
| Material & Hardness | P20 Steel, 40 HRC | |
| Cutting Tool | Ball Nose Milling Cutter | |
| Diameter (mm) | 1.5 | |
| No. of Teeth | 2 | |
Additional Information
Video of the Process on Machine
Additional Pictures

| SUCCESS STORY | |
|---|---|
| We applied the GJet ER32 Spindle – we increased the rpm and Vf., we did the roughing with direct finishing in one step (the original was done in two steps – roughing and finishing). | |

|
|

| CASE STUDY | |
|---|---|
| Industry | Automotive |
| Application | Pocket milling |
| Part | Gear with undercut |
| Machine | HAAS VF4 Vertical Machining |
| Challenge | Reduce operation time – Improve surface finish – Avoid tool breakage. |
| Solution | We applied the GJet ER32 Spindle – we increased the rpm and Vf., we did the roughing with direct finishing in one step (the original was done in two steps – roughing and finishing). |
 |
|
| OPERATING DATA | DESCRIPTION OF OPERATION | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 10,000 | 31,000 |
| Cutting Speed (Vc in m/min) | 47 | 146 |
| Depth of Cut (mm) | 0.5 | 0.23 |
| Width of Cut (mm) | 0.3 | 0.2 |
| Table Feed (Vf in mm/min) | 200 | 1,199.7 |
| Machining Time (min) per part | 3.6 | 1.1 |
| Tool life – high, average, low | high | high |
| Surface Finish – high, average, low | average | high |
| Cycle Time Improvement (in %) | 70 | |
| Total Machining Time (min) per part | 1.1 | |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 20 bar | |
| Holder Type | ER32 | |
| Material & Hardness | 4140 Steel | |
| Cutting Tool | ISCAR End Mill. Toroidal | |
| Diameter (mm) | 1.5 | |
| No. of Teeth | 2 | |
Additional Information
Video of the Process on Machine
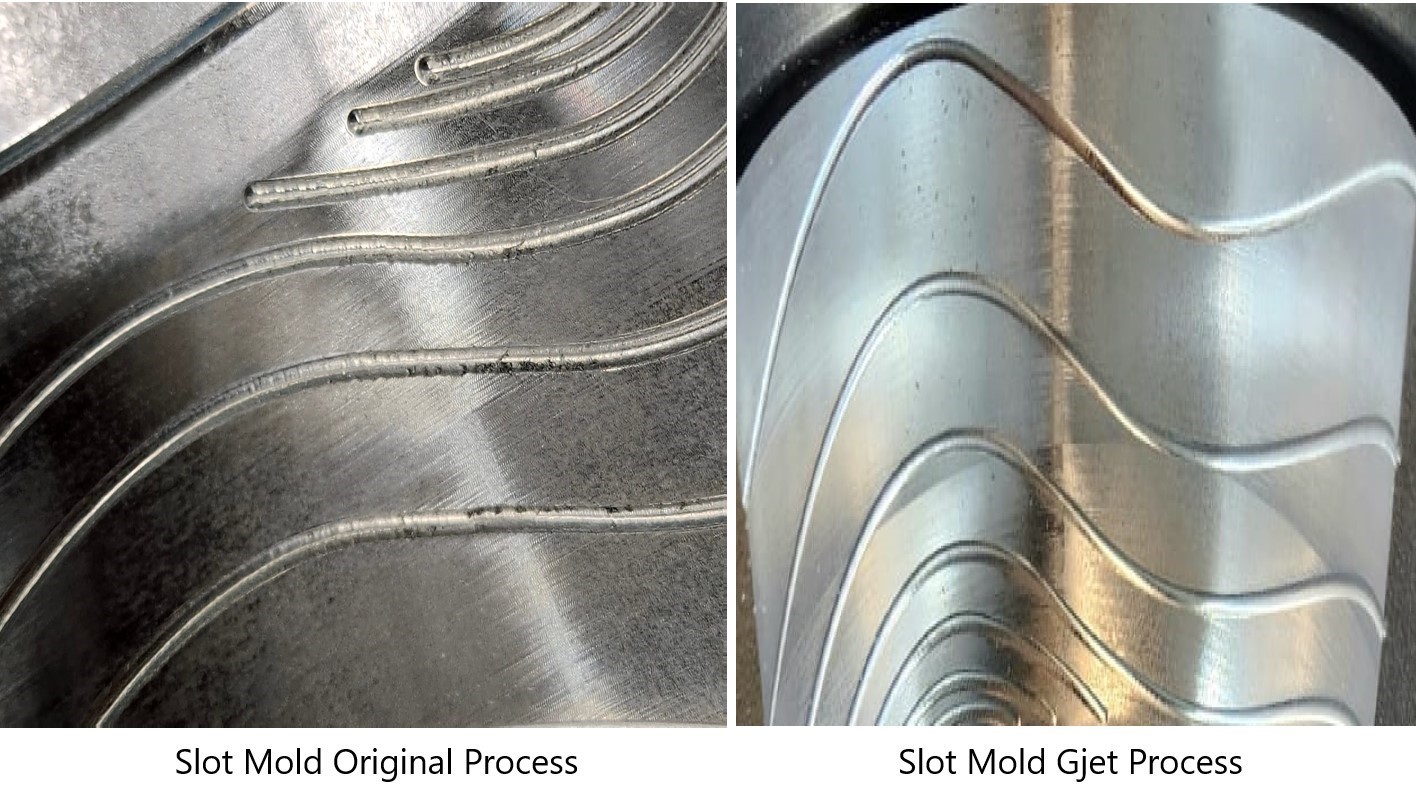
| SUCCESS STORY | |
|---|---|
| Customer used 3 stages of slot milling before getting to the result. We increased the RPM from 8,000 to 30,000 – We reduced two semi-finishing stages (1.5 and 0.8 mm cutters) to one finishing stage with a 1.0 mm cutter. The customer achieved 65% reduction in operating time. Customer was very satisfied with the result. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Automotive and Die & Mold Industry |
| Application | Slot Milling |
| Part | Headlight Lens Mold |
| Machine | Haas UMC 1000 |
| Challenge | Increase machine speed to reduce machining time – Eliminate semi-finishing step (1.5 and 0.8 cutters) – Improve finishing aspect. |
| Solution | We applied a SPEED Jet/ GJet Er32 Spindle with a 1.0 mm ball nose cutter straight to the finish – we increased the speed and feed rate. |
 |
|

| OPERATING DATA | Slot Milling | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 8,000 | 30,000 |
| Cutting Speed (Vc in m/min) | 25.1 | 94.2 |
| Depth of Cut (mm) | 0.05 | 0.03 |
| Width of Cut (mm) | 1.00 | |
| Table Feed (Vf in mm/min) | 1,500 | 3,000 |
| Tool life – high, average, low | Low | High |
| Surface Finish – high, average, low | Low | High |
| Cycle Time Improvement (in %) | 65% | |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 20 bar & 10 l/min | |
| Holder Type | ER32 | |
| Material & Hardness | P20 steel (32 HRC) | |
| Cutting Tool | Ball Nose | |
| Diameter (mm) | 1.0 | |
| No. of Teeth | 2 | |
| SUCCESS STORY | |
|---|---|
| The component here in discussion is used in the liquid propellant engines in rockets for launching satellites. Hence the criticality to maintain all the quality parameters was paramount. With huge savings in cycle time, got reduced by 67% compared to previous cycle time. Which gave around 225 hours of machine hour savings with this very premium range of machine. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Aerospace/ Space Industry |
| Application | Channel milling |
| Part | Inner Shell – Liquid Fuel Channel |
| Machine | HMC – DMG |
| Challenge | Very high cycle time & to maintain the profile of the component. |
| Solution | Use SpinJet GJET & HPC for high RPM & better run-out. |
 |
|

| OPERATING DATA | DESCRIPTION OF OPERATION ONE | DESCRIPTION OF OPERATION TWO | ||
|---|---|---|---|---|
| Test Data | Machine Spindle | HPC Jet Spindle | Machine Spindle | GJet Spindle |
| Spindle Speed (rpm) | 12,000 | 45,000 | 12,000 | 44,500 |
| Cutting Speed (Vc in m/min) | 57 | 212 | 38 | 140 |
| Depth of Cut (mm) | 0.2 | 0,15 | ||
| Total D.O.C. – Hole [mm] | 6.0 | 6.0 | ||
| Table Feed (Vf in mm/min) | 1,200 | 2,200 | 800 | 2,200 |
| Machining Time (min) per part | 18,225 | 6,075 | 2,025 | 675 |
| Tool life – high, average, low | Low | High | Low | High |
| Surface Finish – high, average, low | Same | Same | ||
| Cycle Time Improvement (in %) | 67% | 67% | ||
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 80 bar & 31 l/min | |
| Holder Type | HSK 100 | |
| Material & Hardness | Brass & 160HB | |
| Cutting Tool | DHF UNE 150801 | |
| Diameter (mm) | 1.0 and 1.5 | |
| No. of Teeth | 2 | |
Additional Pictures
| SUCCESS STORY | |
|---|---|
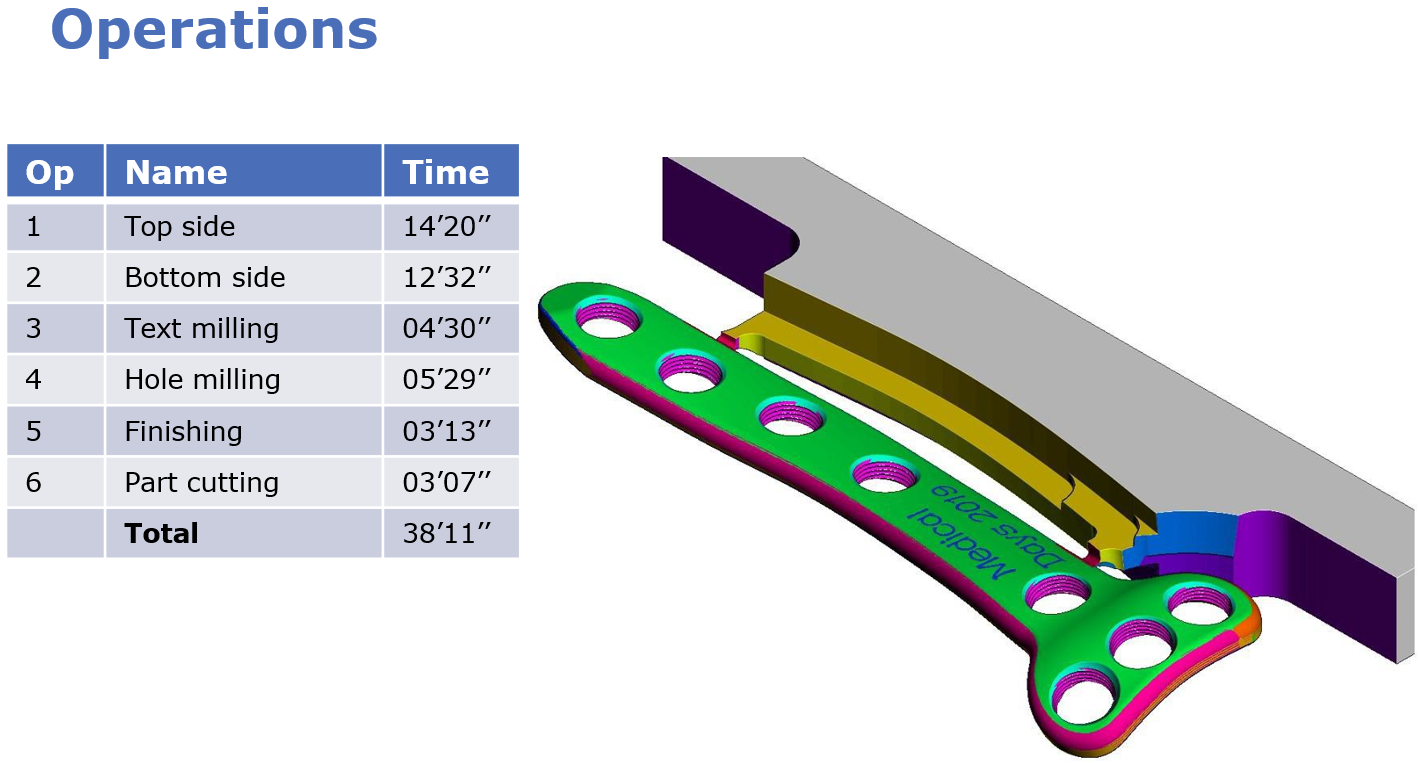
| The goal was producing this bone support plate as fast and efficient as possible. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Medical Industry |
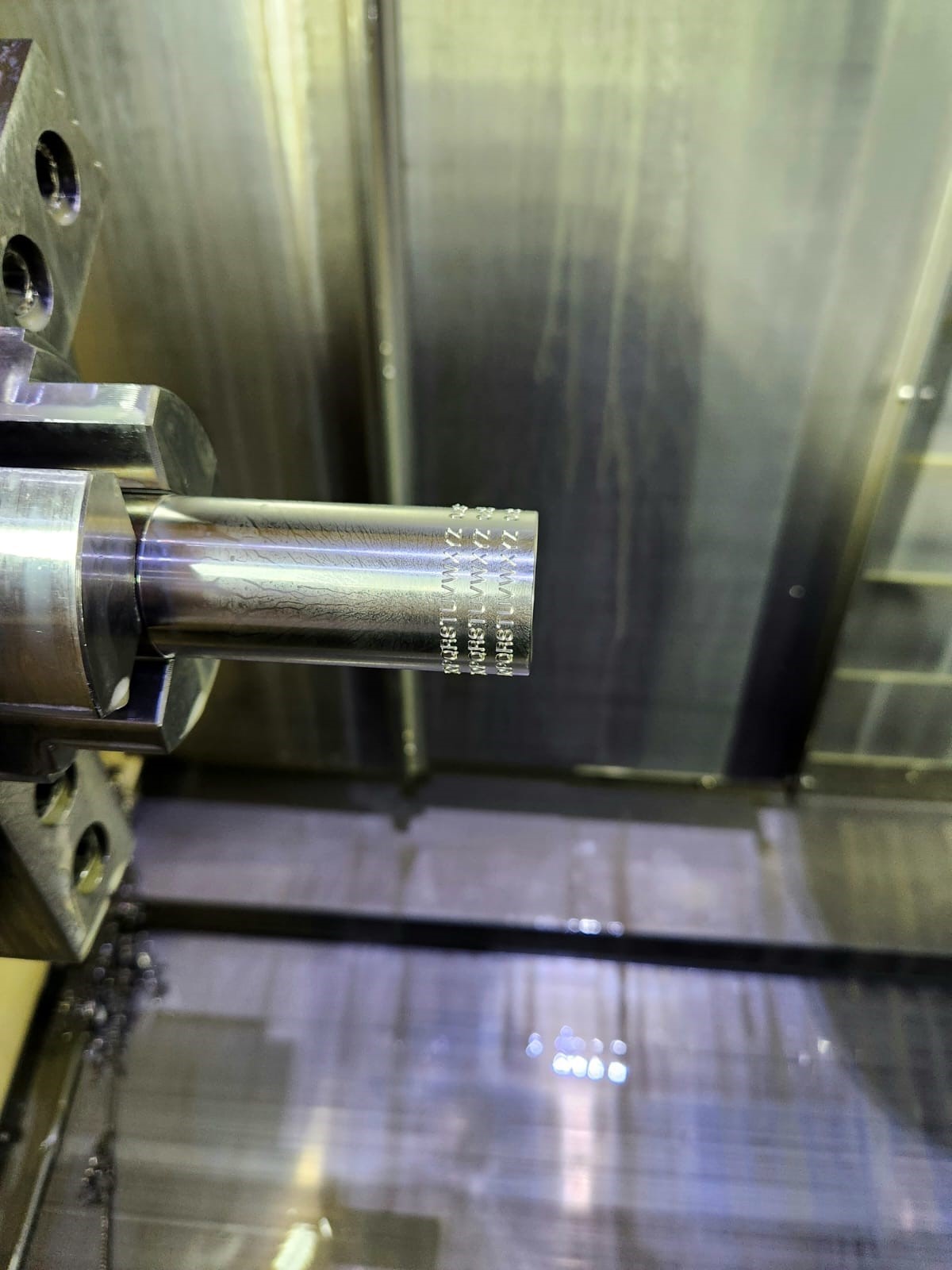
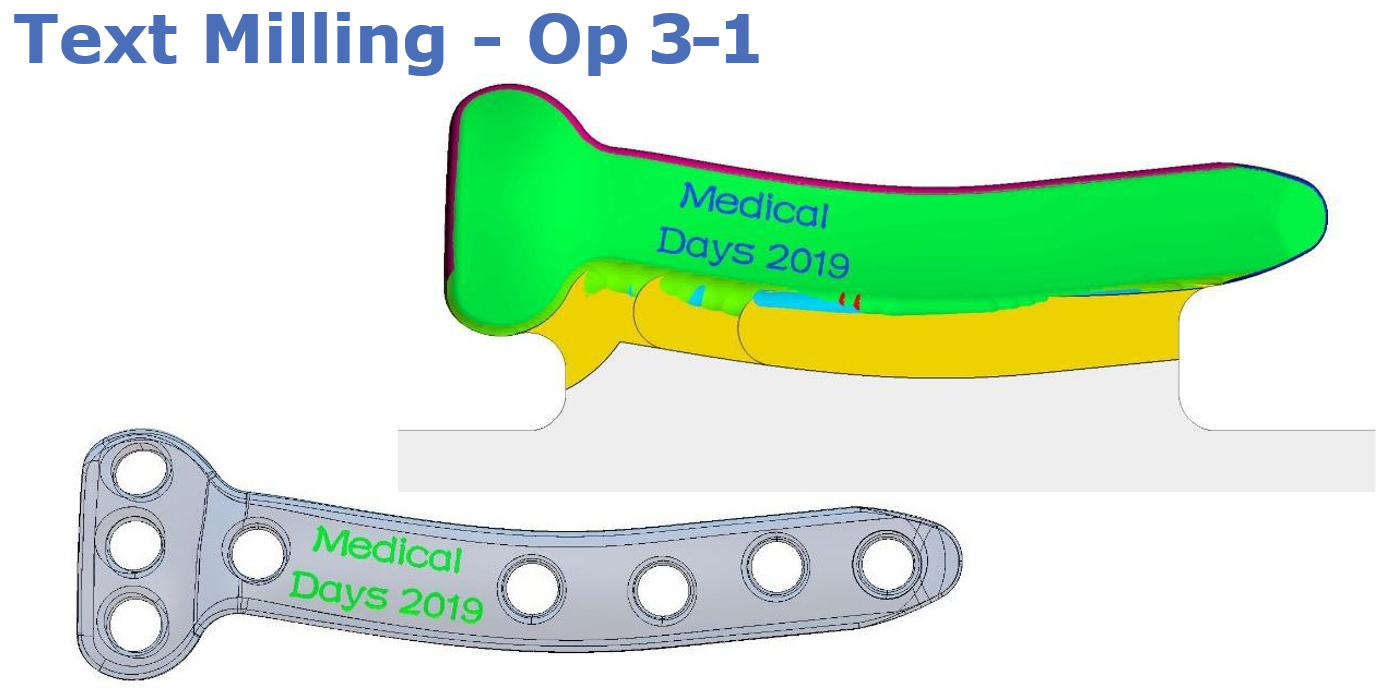
| Application | Engraving Text on Bone Support Plate |
| Part | Bone Support Plate |
| Machine | DMG MORI DMP 70 |
| Challenge | Produce as fast and efficient as possible. |
| Solution | Use SPEED Jet/ GJet for certain steps. |
 |
|
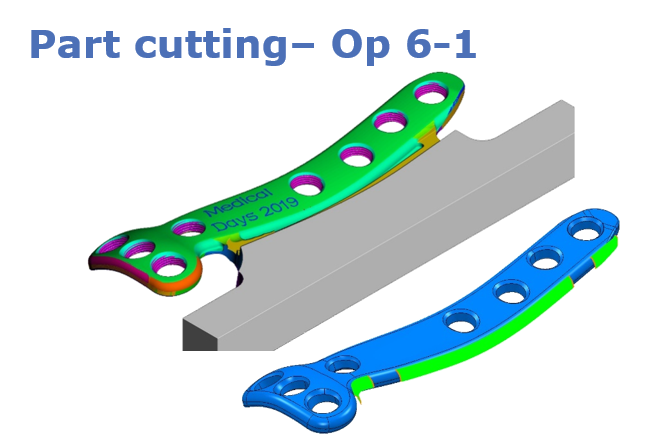
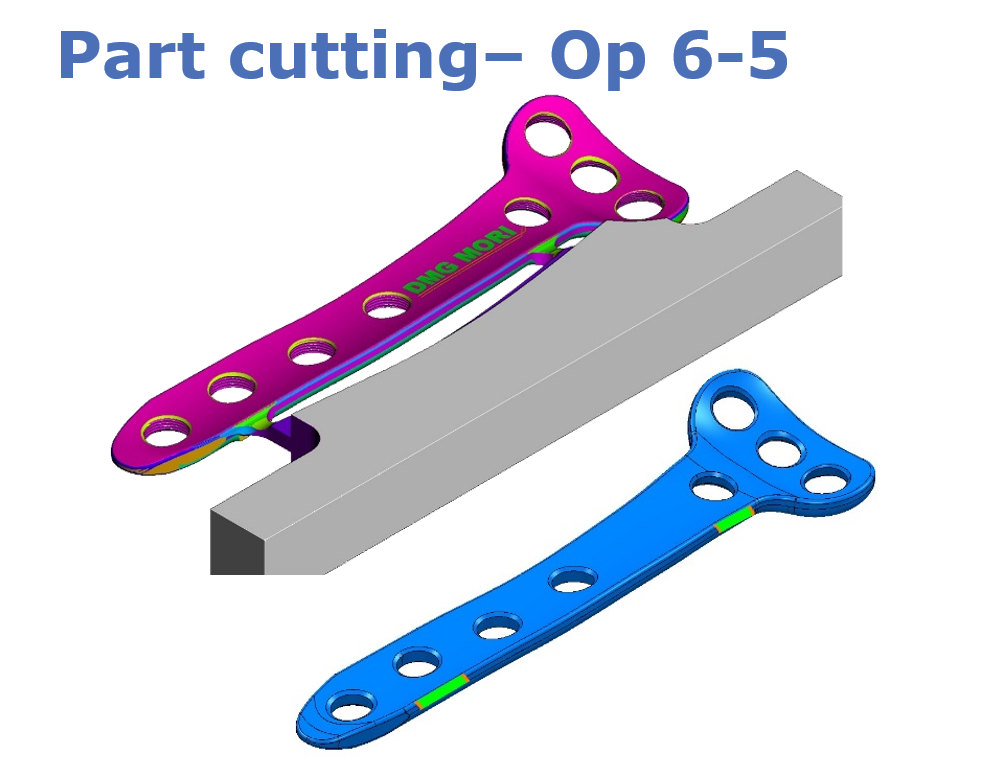
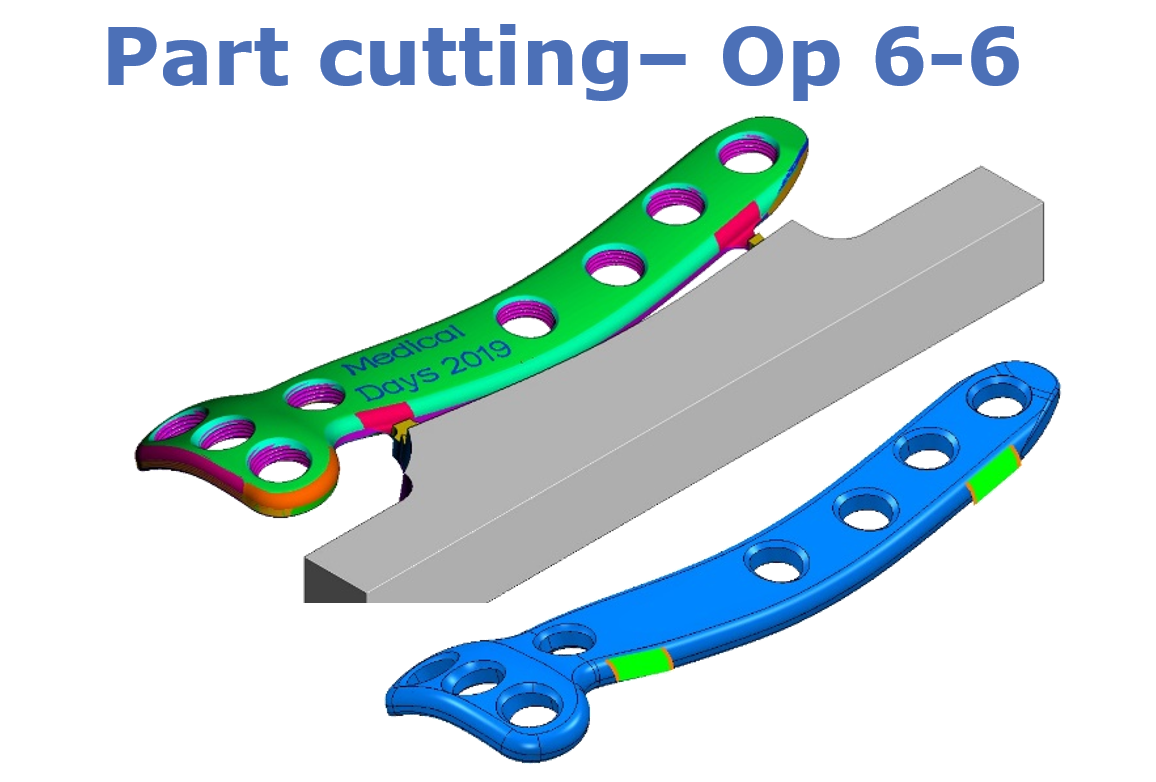
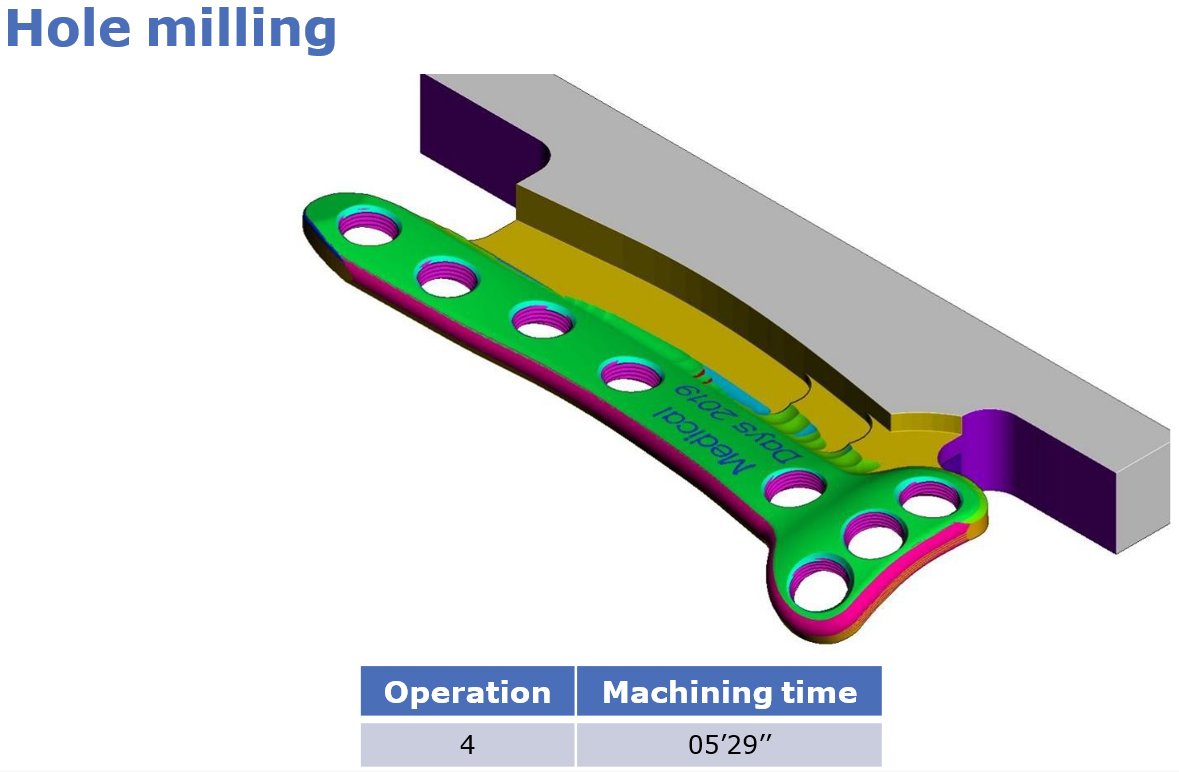
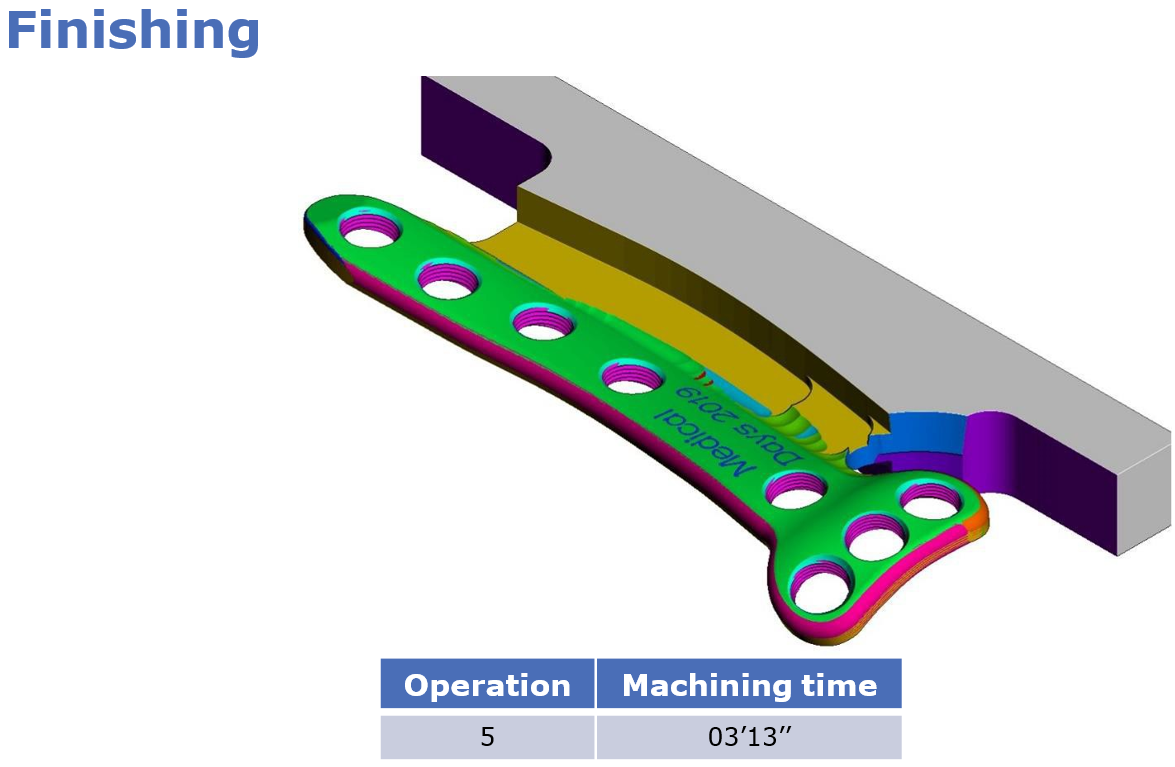
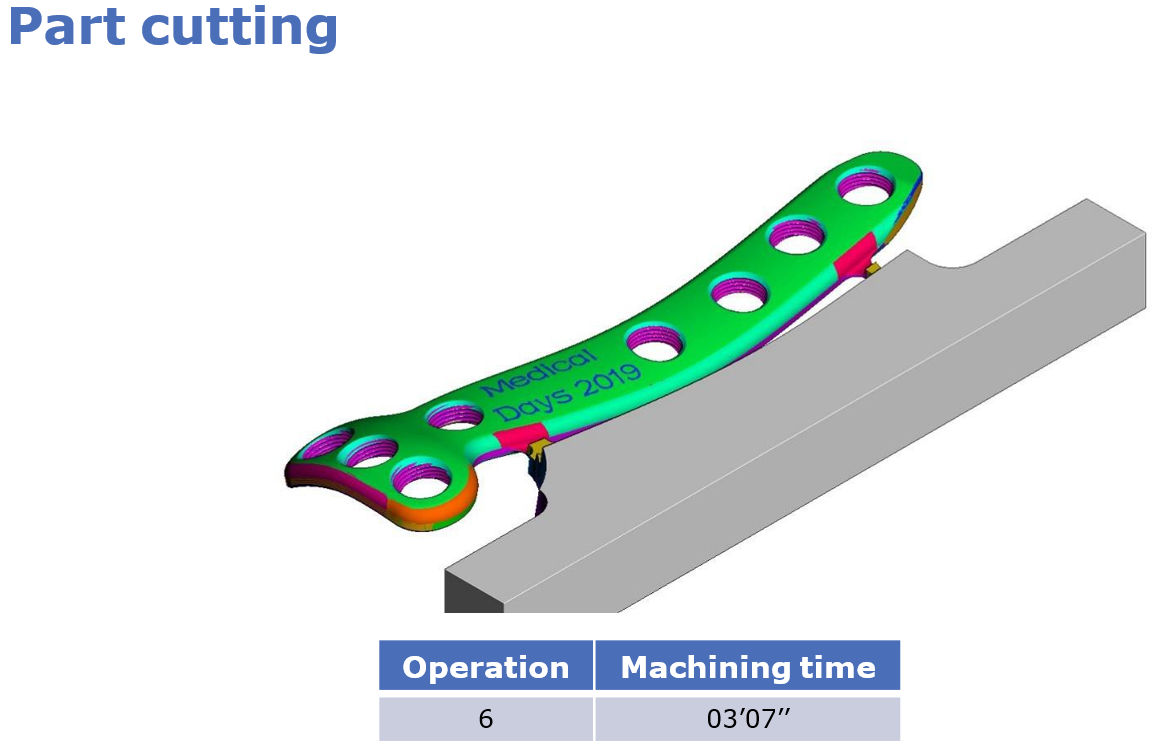
| OPERATING DATA | Part Cutting – Op 6-1 | Part Cutting – Op 6-5 | Part Cutting – Op 6-6 |
|---|---|---|---|
| Test Data | Jet Spindle | Jet Spindle | Jet Spindle |
| Spindle Speed (rpm) | 40,000 | 40,000 | 40,000 |
| Cutting Speed (Vc in m/min) | 251.00 | 251.00 | 251.00 |
| Depth of Cut (mm) | 0.07 | 0.1 | 0.1 |
| Width of Cut (mm) | 2.0 | 2.0 | 2.0 |
| fz (mm/t) | 0.037 | 0.037 | 0.037 |
| Table Feed (Vf in mm/min) | 2,960 | 2,960 | 2,960 |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure | 40 bar | |
| Holder Type | BT40 | |
| Material & Hardness | TiAl6V4 | |
| Cutting Tool | EC-A2 020-030 | |
| Diameter (mm) | 2 | |
| No. of Teeth | 2 | |
Additional Information
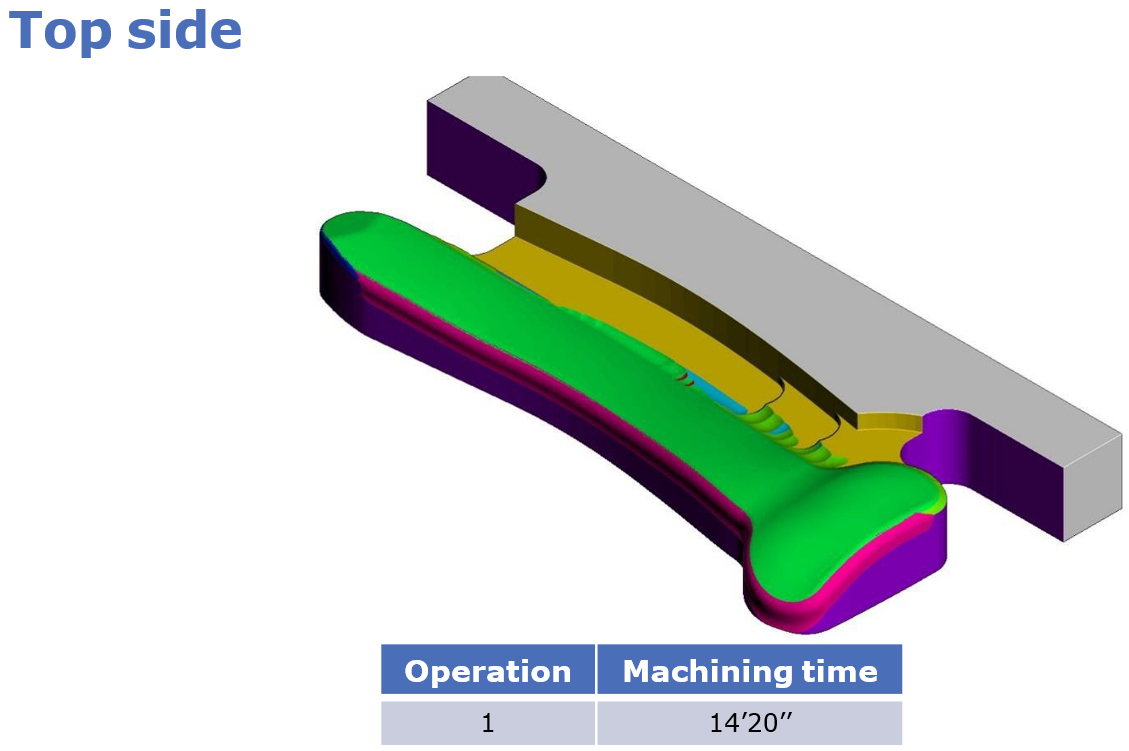
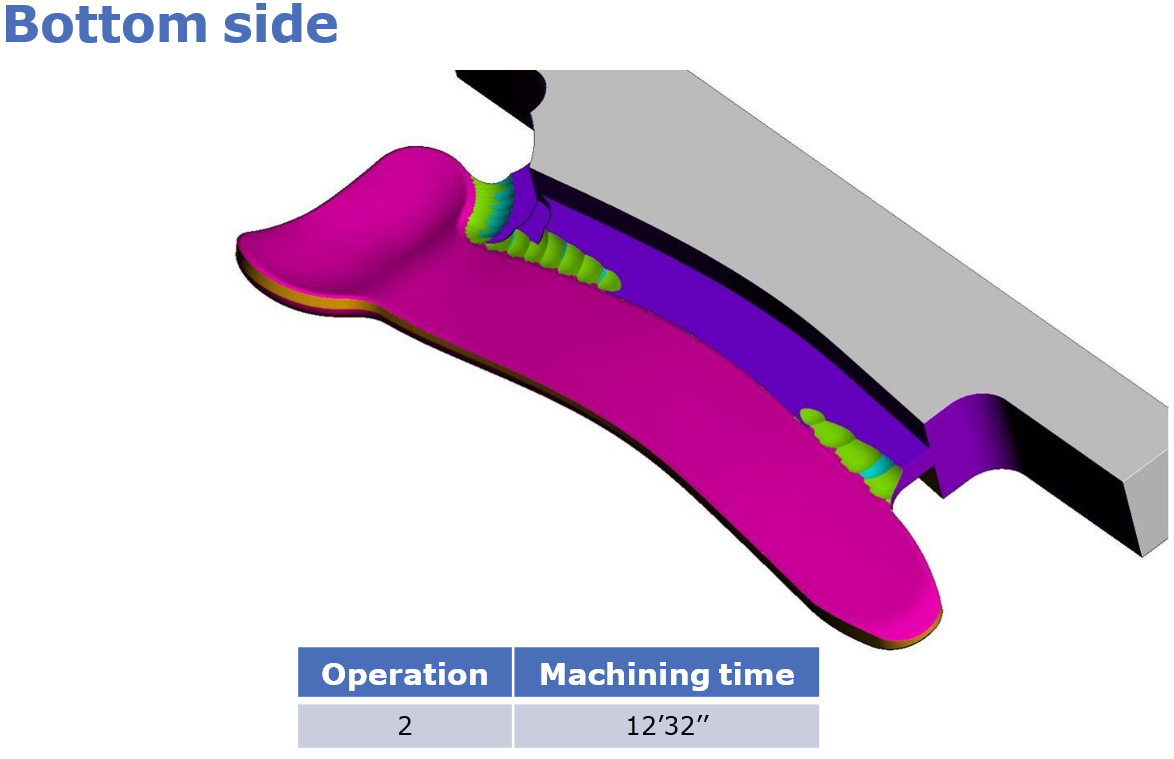
Operations in this Case Study
Orthopedic Bone Support Plate Operations in an Overview
 |
 |
 |
 |
 |
 |
| SUCCESS STORY | |
|---|---|
| The goal was producing this bone support plate as fast and efficient as possible. | |
|
|
| CASE STUDY | |
|---|---|
| Industry | Medical Industry |
| Application | Engraving Text on Bone Support Plate |
| Part | Bone Support Plate |
| Machine | DMG MORI DMP 70 |
| Challenge | Produce as fast and efficient as possible. |
| Solution | Use SPEED Jet/ GJet for certain steps. |
|
|
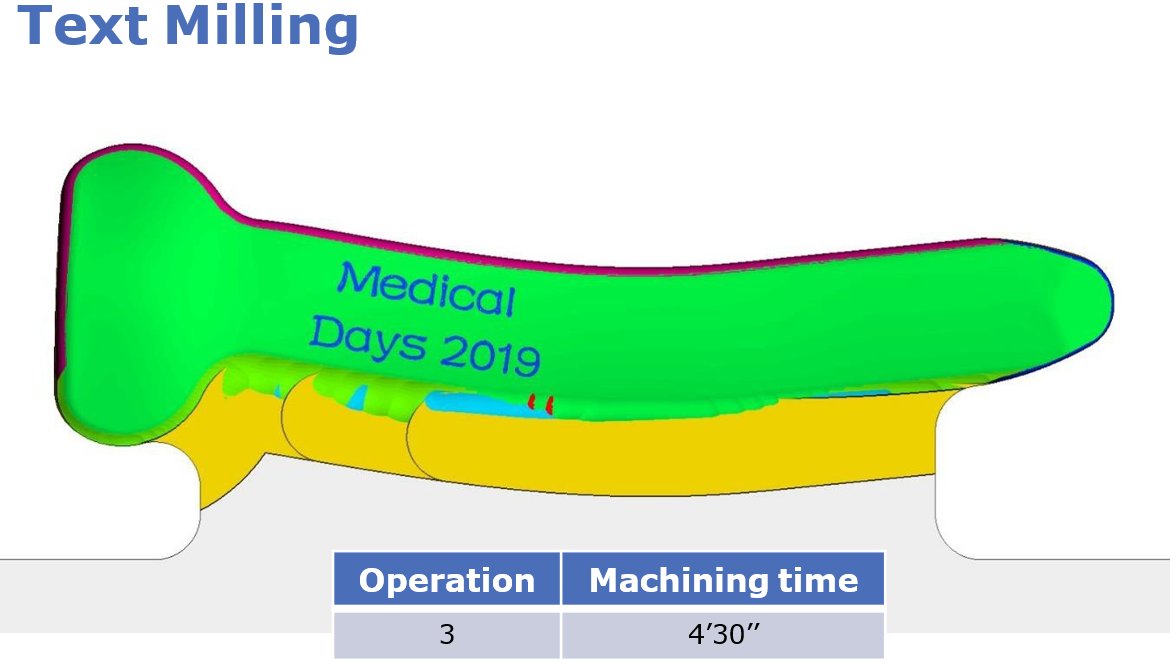
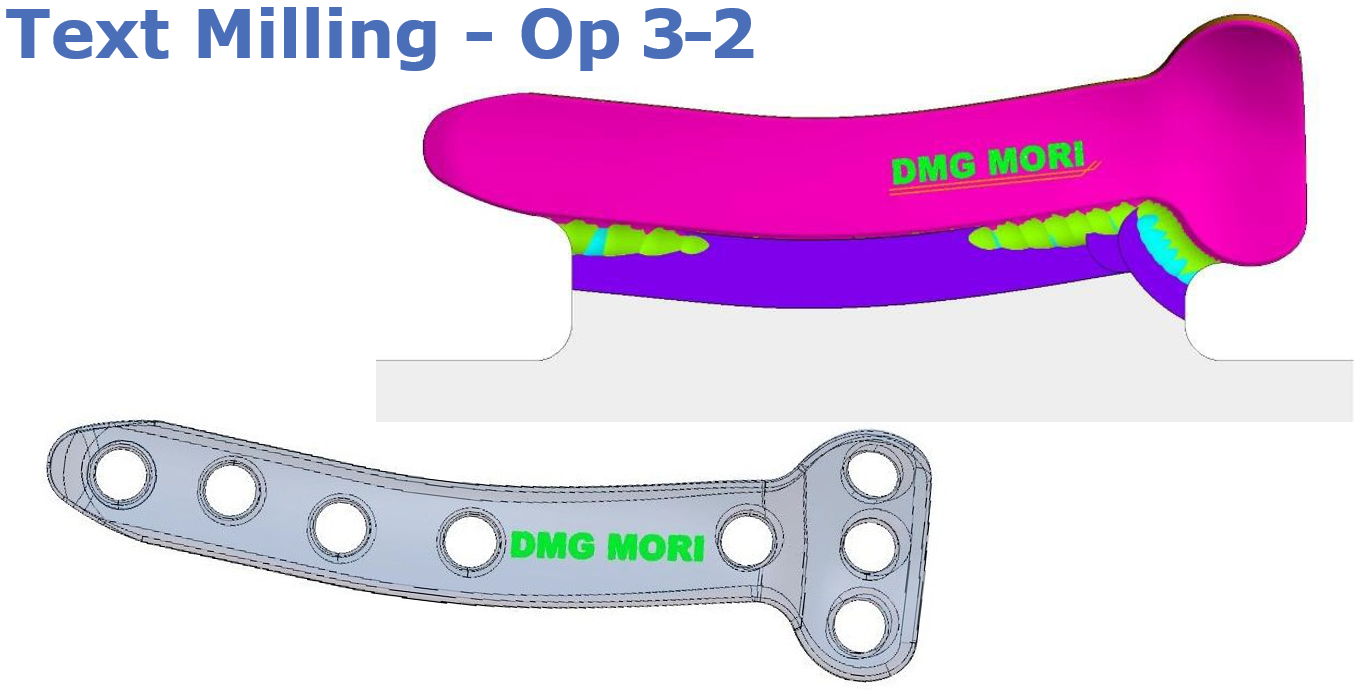
| OPERATING DATA | Text Milling – Op 3-1 | Text Milling – Op 3-2 |
|---|---|---|
| Test Data | Jet Spindle | Jet Spindle |
| Spindle Speed (rpm) | 40,000 | 40,000 |
| Cutting Speed (Vc in m/min) | 38.00 | 38.00 |
| Depth of Cut (mm) | 0.02 | 0.02 |
| Width of Cut (mm) | 0.08 | 0.08 |
| fz (mm/t) | 0.005 | 0.005 |
| Table Feed (Vf in mm/min) | 400 | 400 |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure | 40 bar | |
| Holder Type | BT40 | |
| Material & Hardness | TiAl6V4 | |
| Cutting Tool | EC-A2 003-0045/01C4H45 | |
| Diameter (mm) | 0.3 | |
| No. of Teeth | 2 | |
Additional Information
Operations in this Case Study
Orthopedic Bone Support Plate Operations in an Overview
|
|
|
|
|
|
| SUCCESS STORY | |
|---|---|
| Client with a tool wear problem and excessive machining time. We managed to reduced tool wear, advised the customer to use specific tools for aluminum (he was using them for steel in general), significantly reduced machining time for slotting from 360 minutes to 183 minutes with a much better finish using the GJet Jet Spindle and for finishing from 40 minutes to 30 minutes. GJet was chosen over the HPC due to the limitation on space, otherwise HPC would have been the preferred Jet Spindle for this happy customer. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Die & Mold |
| Application | Profile Milling |
| Part | Electrode |
| Machine | HAAS VF4 |
| Challenge | Reduce machining time and achieve an improved finish. |
| Solution | Applied GJet for its speed, compactibility and accuracy. |
 |
|
| OPERATING DATA | 3D Bottle Finish | 3D Slot Finish | ||
|---|---|---|---|---|
| Test Data | Machine Spindle | Jet Spindle | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 10,000 | 24,000 | 10,000 | 25,000 |
| Cutting Speed (Vc in m/min) | 63 | 151 | 157 | 393 |
| Depth of Cut (mm) | 0.3 | 0.1 | ||
| Width of Cut (mm) | 0.07 | 0.07 | ||
| Table Feed (Vf in mm/min) | 800 | 2,000 | 2,000 | 5,400 |
| Machining Time (min) per part | 40 | 30 | 360 | 183 |
| Tool life – high, average, low | Low | High | Low | High |
| Surface Finish – high, average, low | Low | High | Low | High |
| Cycle Time Improvement (%) | 25% | 49% | ||
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 15 bar at 10 liters per minute | |
| Holder Type | ER32 | |
| Material & Hardness | Aluminium 6061 | |
| Cutting Tool | Ball nose endmill – 2 teeth | |
| Diameter (mm) | 2.0 and 5.0 | |
| No. of Teeth | 2 | |
Additional Pictures