


















 Overview of Case Studies
Overview of Case Studies
Die & Mold Case Studies
| SUCCESS STORY | |
|---|---|
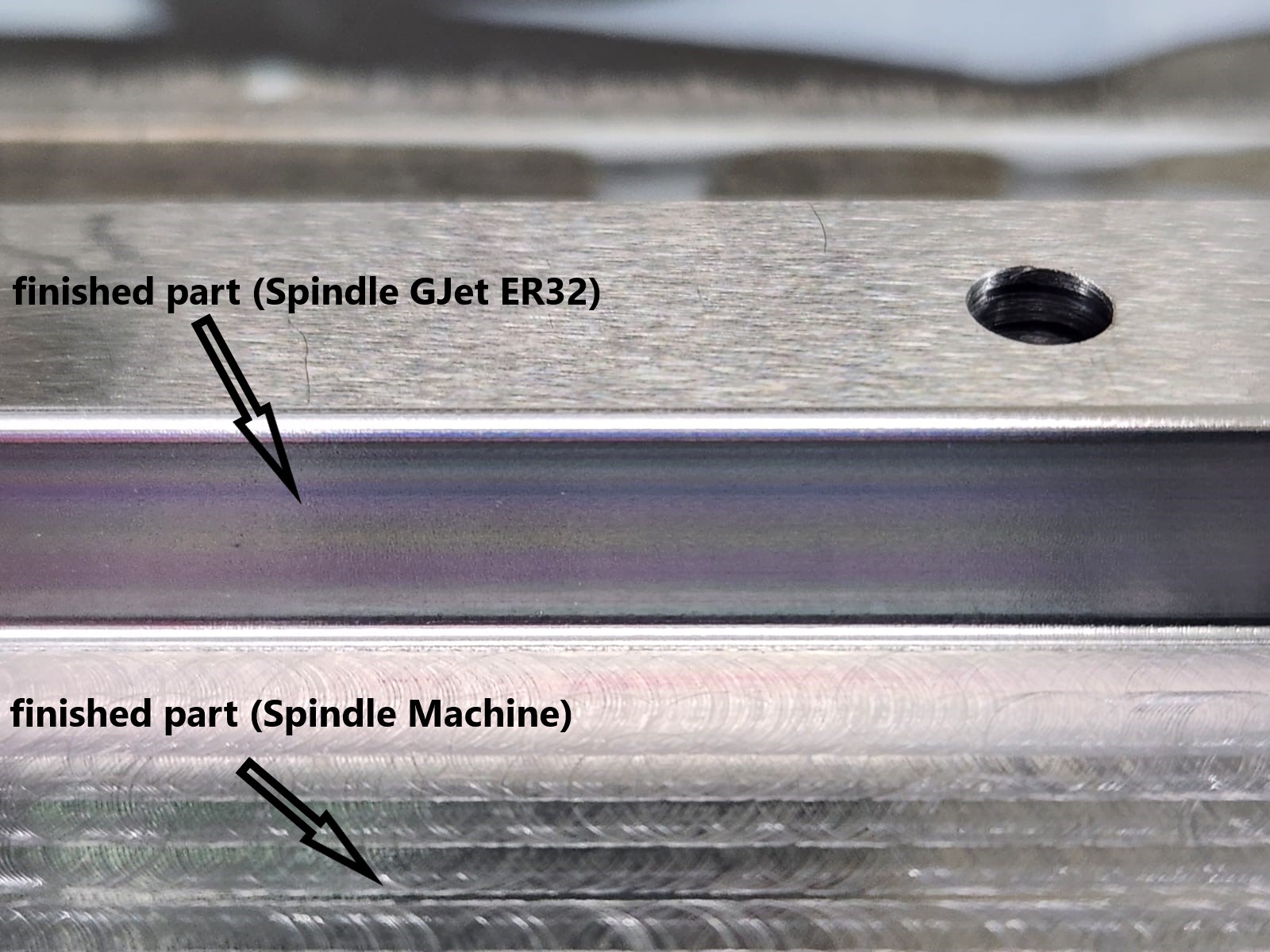
| The test passed with flying colors, with a three-fold increase in rpm compared to the original, and a five-fold increase in feed. Much better surface finish. An 84% reduction in the operating cycle. A very satisfied customer. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Mold Industry |
| Application | Ball Nose Milling |
| Part | Clamp Mold |
| Machine | Romi – D800 plus |
| Challenge | Reduce operation time and improve finishing |
| Solution | SPEED Jet/GJet ER32 spindle application – Increase rpm and feed |
 |
|

| OPERATING DATA | Face Ball-nose Milling | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 15,000 | 59,000 |
| Cutting Speed (Vc in m/min) | 71 | 231 |
| Depth of Cut (mm) | 0.03 | 0.03 |
| Width of Cut (mm) | 0.04 | 0.04 |
| Table Feed (Vf in mm/min) | 600 | 3,100 |
| Machining Time (min) per part | 100 | 16 |
| Tool life – high, average, low | Average | High |
| Surface Finish – high, average, low | Average | High |
| Metal Removal Rate (cm3/min) | 0.00072 | 0.00372 |
| Cycle Time Improvement (in %) | 84% | |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure | 45 bar | |
| Holder Type | Ball Nose Milling Cutter | |
| Material & Hardness | P20 Steel, 40 HRC | |
| Cutting Tool | Ball Nose Milling Cutter | |
| Diameter (mm) | 1.5 | |
| No. of Teeth | 2 | |
Additional Information
Video of the Process on Machine
Additional Pictures

| SUCCESS STORY | |
|---|---|
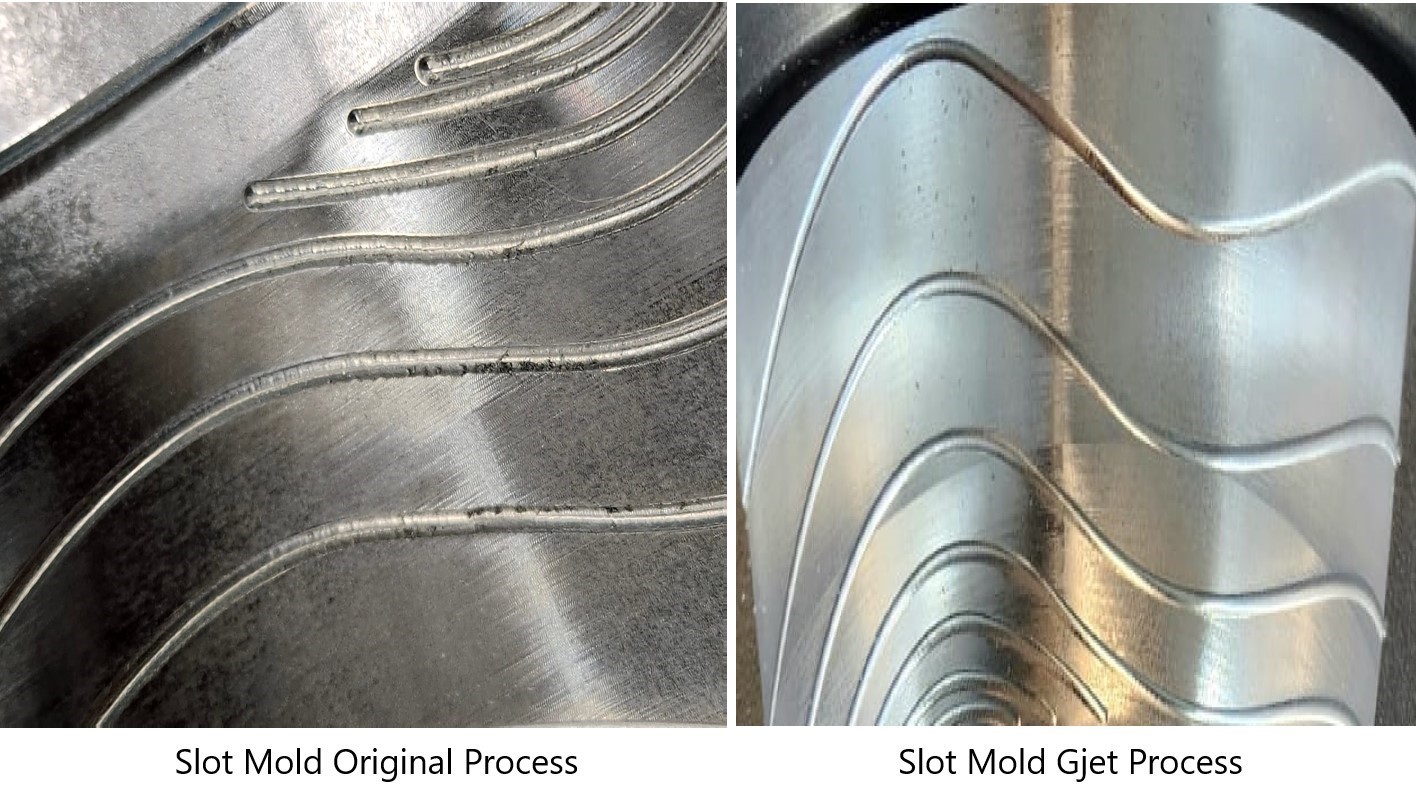
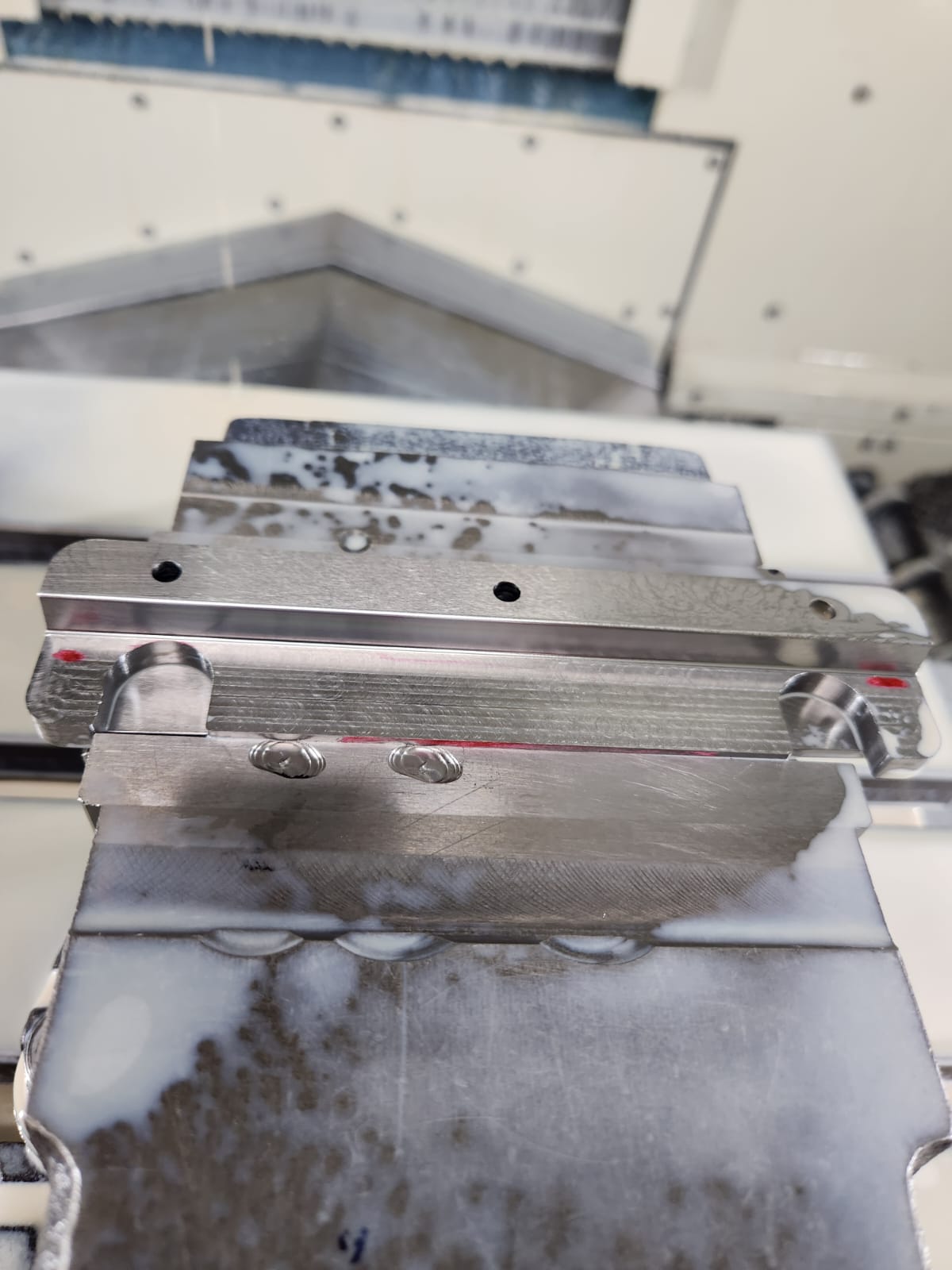
| Customer used 3 stages of slot milling before getting to the result. We increased the RPM from 8,000 to 30,000 – We reduced two semi-finishing stages (1.5 and 0.8 mm cutters) to one finishing stage with a 1.0 mm cutter. The customer achieved 65% reduction in operating time. Customer was very satisfied with the result. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Automotive and Die & Mold Industry |
| Application | Slot Milling |
| Part | Headlight Lens Mold |
| Machine | Haas UMC 1000 |
| Challenge | Increase machine speed to reduce machining time – Eliminate semi-finishing step (1.5 and 0.8 cutters) – Improve finishing aspect. |
| Solution | We applied a SPEED Jet/ GJet Er32 Spindle with a 1.0 mm ball nose cutter straight to the finish – we increased the speed and feed rate. |
 |
|

| OPERATING DATA | Slot Milling | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 8,000 | 30,000 |
| Cutting Speed (Vc in m/min) | 25.1 | 94.2 |
| Depth of Cut (mm) | 0.05 | 0.03 |
| Width of Cut (mm) | 1.00 | |
| Table Feed (Vf in mm/min) | 1,500 | 3,000 |
| Tool life – high, average, low | Low | High |
| Surface Finish – high, average, low | Low | High |
| Cycle Time Improvement (in %) | 65% | |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 20 bar & 10 l/min | |
| Holder Type | ER32 | |
| Material & Hardness | P20 steel (32 HRC) | |
| Cutting Tool | Ball Nose | |
| Diameter (mm) | 1.0 | |
| No. of Teeth | 2 | |
| SUCCESS STORY | |
|---|---|
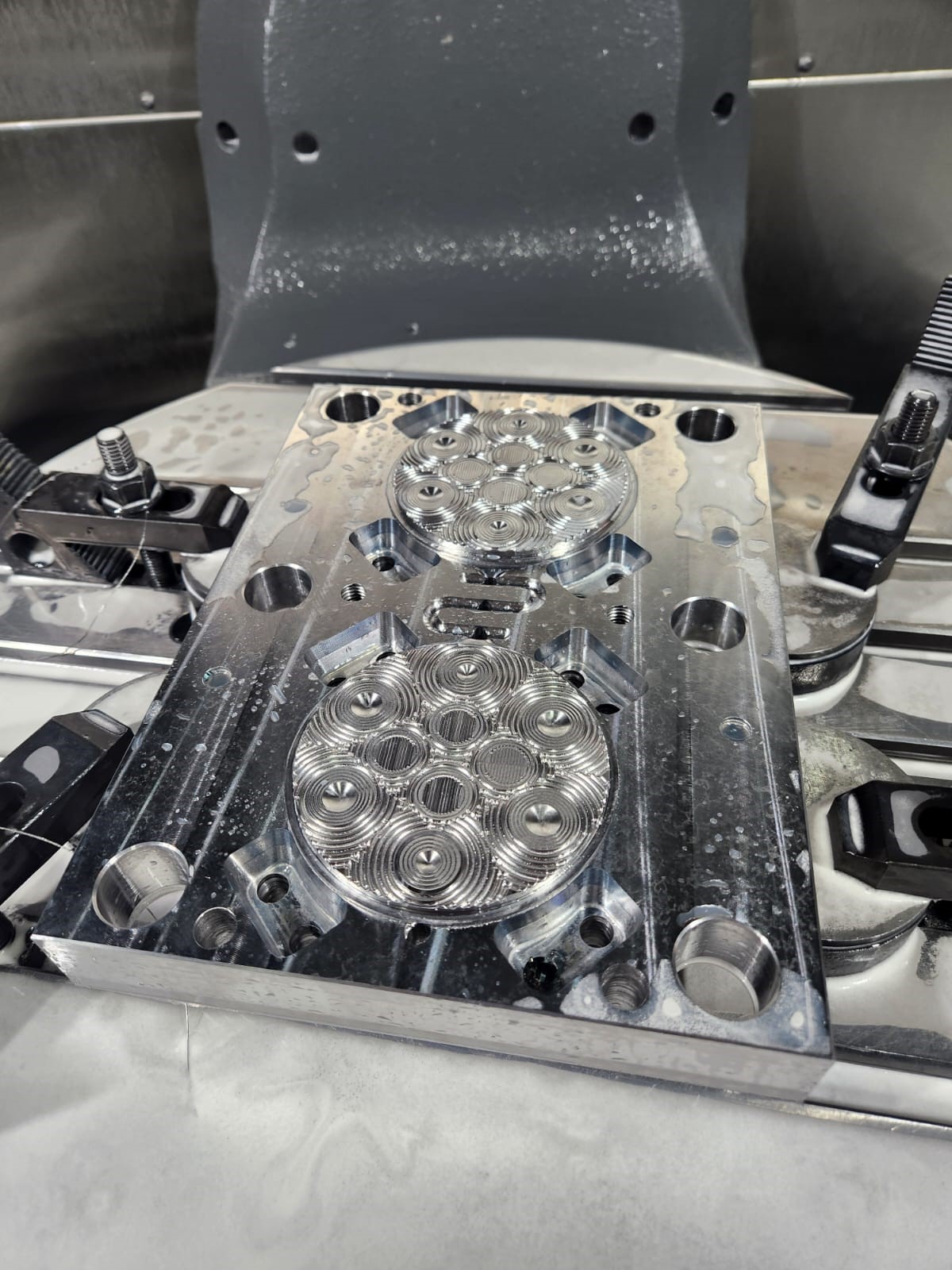
| Client with a tool wear problem and excessive machining time. We managed to reduced tool wear, advised the customer to use specific tools for aluminum (he was using them for steel in general), significantly reduced machining time for slotting from 360 minutes to 183 minutes with a much better finish using the GJet Jet Spindle and for finishing from 40 minutes to 30 minutes. GJet was chosen over the HPC due to the limitation on space, otherwise HPC would have been the preferred Jet Spindle for this happy customer. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Die & Mold |
| Application | Profile Milling |
| Part | Electrode |
| Machine | HAAS VF4 |
| Challenge | Reduce machining time and achieve an improved finish. |
| Solution | Applied GJet for its speed, compactibility and accuracy. |
 |
|
| OPERATING DATA | 3D Bottle Finish | 3D Slot Finish | ||
|---|---|---|---|---|
| Test Data | Machine Spindle | Jet Spindle | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 10,000 | 24,000 | 10,000 | 25,000 |
| Cutting Speed (Vc in m/min) | 63 | 151 | 157 | 393 |
| Depth of Cut (mm) | 0.3 | 0.1 | ||
| Width of Cut (mm) | 0.07 | 0.07 | ||
| Table Feed (Vf in mm/min) | 800 | 2,000 | 2,000 | 5,400 |
| Machining Time (min) per part | 40 | 30 | 360 | 183 |
| Tool life – high, average, low | Low | High | Low | High |
| Surface Finish – high, average, low | Low | High | Low | High |
| Cycle Time Improvement (%) | 25% | 49% | ||
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 15 bar at 10 liters per minute | |
| Holder Type | ER32 | |
| Material & Hardness | Aluminium 6061 | |
| Cutting Tool | Ball nose endmill – 2 teeth | |
| Diameter (mm) | 2.0 and 5.0 | |
| No. of Teeth | 2 | |
Additional Pictures