























 Overview of Case Studies
Overview of Case Studies
POWER Jet Case Studies
| SUCCESS STORY | |
|---|---|
| Client with a tool wear problem and excessive machining time. We managed to reduced tool wear, significantly reduced machining time from 30 minutes to 2 minutes with a much excellent surface finish using the HPC/POWER Jet Spindle. The customer could improve the parts per cutting edge by 25 and had productivity savings of 85%. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Energy – Gas and Oil |
| Application | Face Ball-nose Milling |
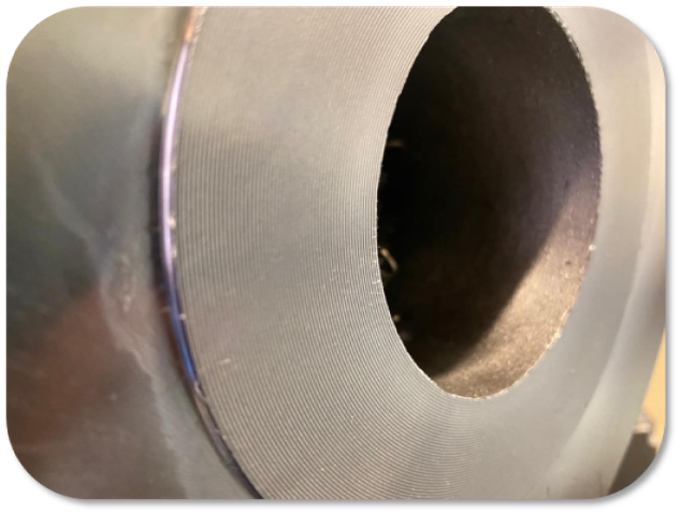
| Part | Gas Turbine housing |
| Machine | INTEGREX e-1060V/8 II |
| Challenge | Long Cycle Time |
| Solution | Use of the HPC/POWER Jet Spindle |
 |
|

| OPERATING DATA | Face Ball-nose Milling | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 3,000 | 22,000 |
| Cutting Speed (Vc in m/min) | 9.18 | 88.00 |
| Depth of Cut (mm) | 0.18 | 0.36 |
| Width of Cut (mm) | 0.975 | 1.281 |
| Table Feed (Vf in mm/min) | 1,013 | 7,665 |
| Machining Time (min) per part | 30 | 2 |
| Tool life – high, average, low | Low – 1 part per tool | High – 25 parts per tool |
| Surface Finish – high, average, low | Average | High |
| Metal Removal Rate (cm3/min) | 0.2753 | 4.154 |
| Cycle Time Improvement (in %) | 93.4% | |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure | 20 bar | |
| Holder Type | ER11 | |
| Material & Hardness | A36, INO 316, 4140 | |
| Cutting Tool | EB-A2 015-012/06C4H45 702 | |
| Diameter (mm) | 1.5 | |
| No. of Teeth | 2 | |
Additional Pictures

| SUCCESS STORY | |
|---|---|
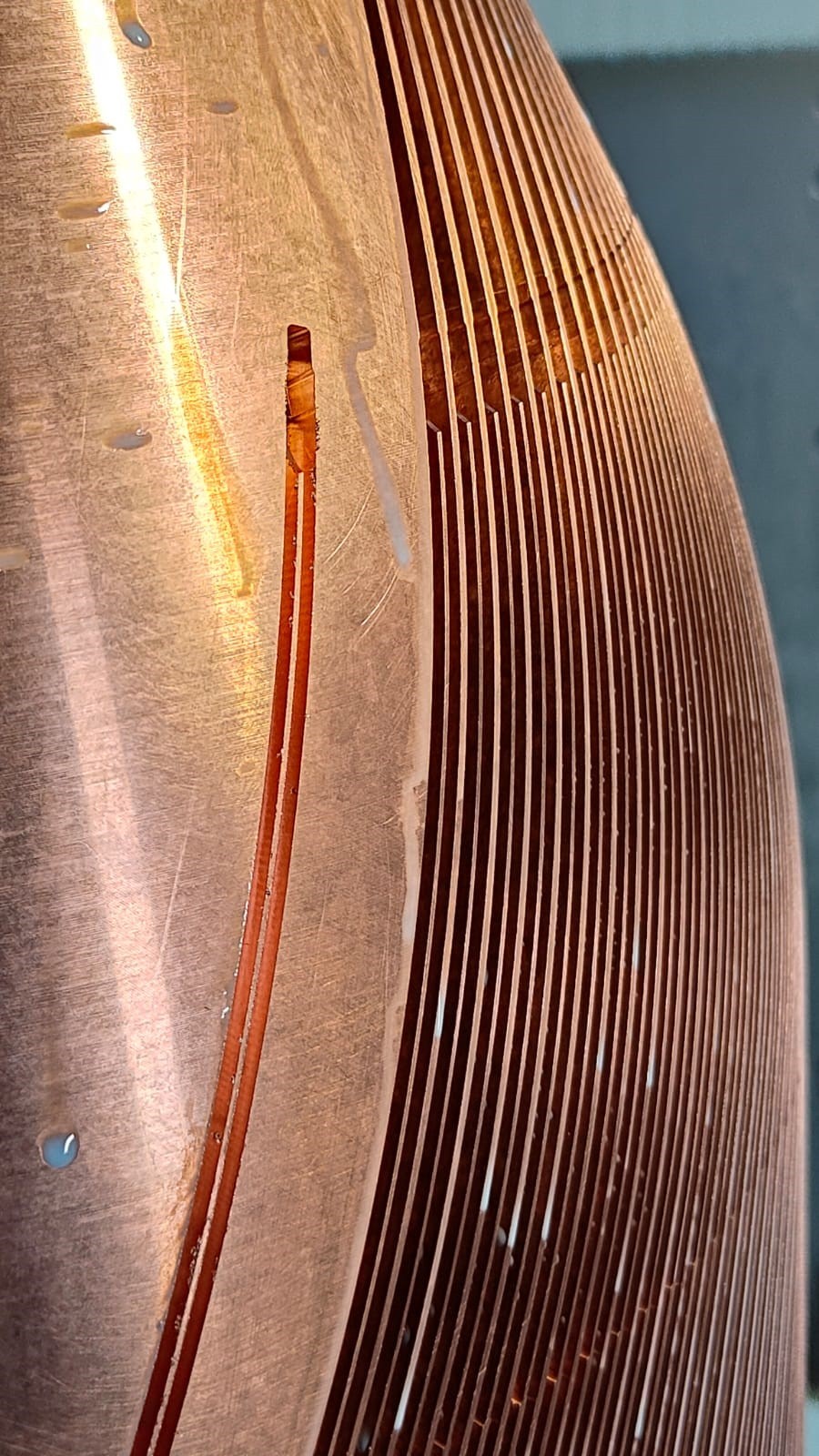
| The component here in discussion is used in the liquid propellant engines in rockets for launching satellites. Hence the criticality to maintain all the quality parameters was paramount. With huge savings in cycle time, got reduced by 67% compared to previous cycle time. Which gave around 225 hours of machine hour savings with this very premium range of machine. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Aerospace/ Space Industry |
| Application | Channel milling |
| Part | Inner Shell – Liquid Fuel Channel |
| Machine | HMC – DMG |
| Challenge | Very high cycle time & to maintain the profile of the component. |
| Solution | Use SpinJet GJET & HPC for high RPM & better run-out. |
 |
|


| OPERATING DATA | DESCRIPTION OF OPERATION ONE | DESCRIPTION OF OPERATION TWO | ||
|---|---|---|---|---|
| Test Data | Machine Spindle | HPC Jet Spindle | Machine Spindle | GJet Spindle |
| Spindle Speed (rpm) | 12,000 | 45,000 | 12,000 | 44,500 |
| Cutting Speed (Vc in m/min) | 57 | 212 | 38 | 140 |
| Depth of Cut (mm) | 0.2 | 0,15 | ||
| Total D.O.C. – Hole [mm] | 6.0 | 6.0 | ||
| Table Feed (Vf in mm/min) | 1,200 | 2,200 | 800 | 2,200 |
| Machining Time (min) per part | 18,225 | 6,075 | 2,025 | 675 |
| Tool life – high, average, low | Low | High | Low | High |
| Surface Finish – high, average, low | Same | Same | ||
| Cycle Time Improvement (in %) | 67% | 67% | ||
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 80 bar & 31 l/min | |
| Holder Type | HSK 100 | |
| Material & Hardness | Brass & 160HB | |
| Cutting Tool | DHF UNE 150801 | |
| Diameter (mm) | 1.0 and 1.5 | |
| No. of Teeth | 2 | |
Additional Pictures
| SUCCESS STORY | |
|---|---|
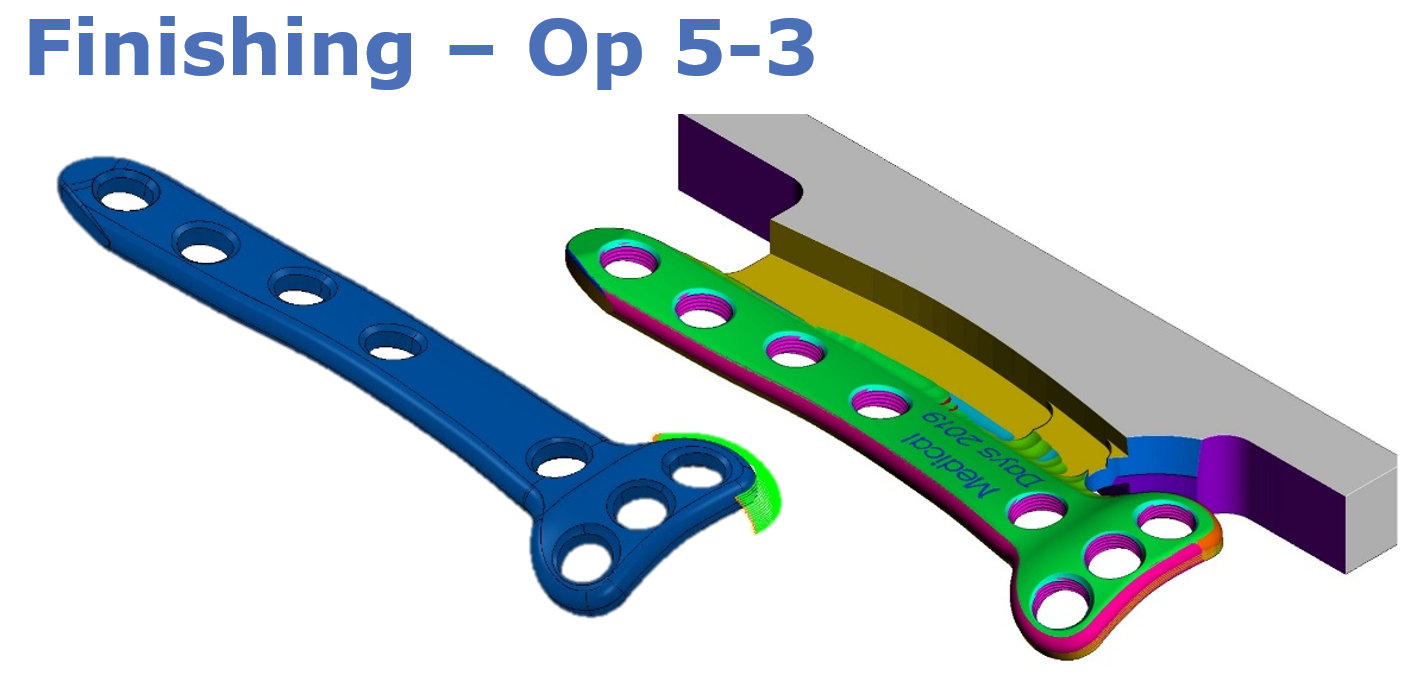
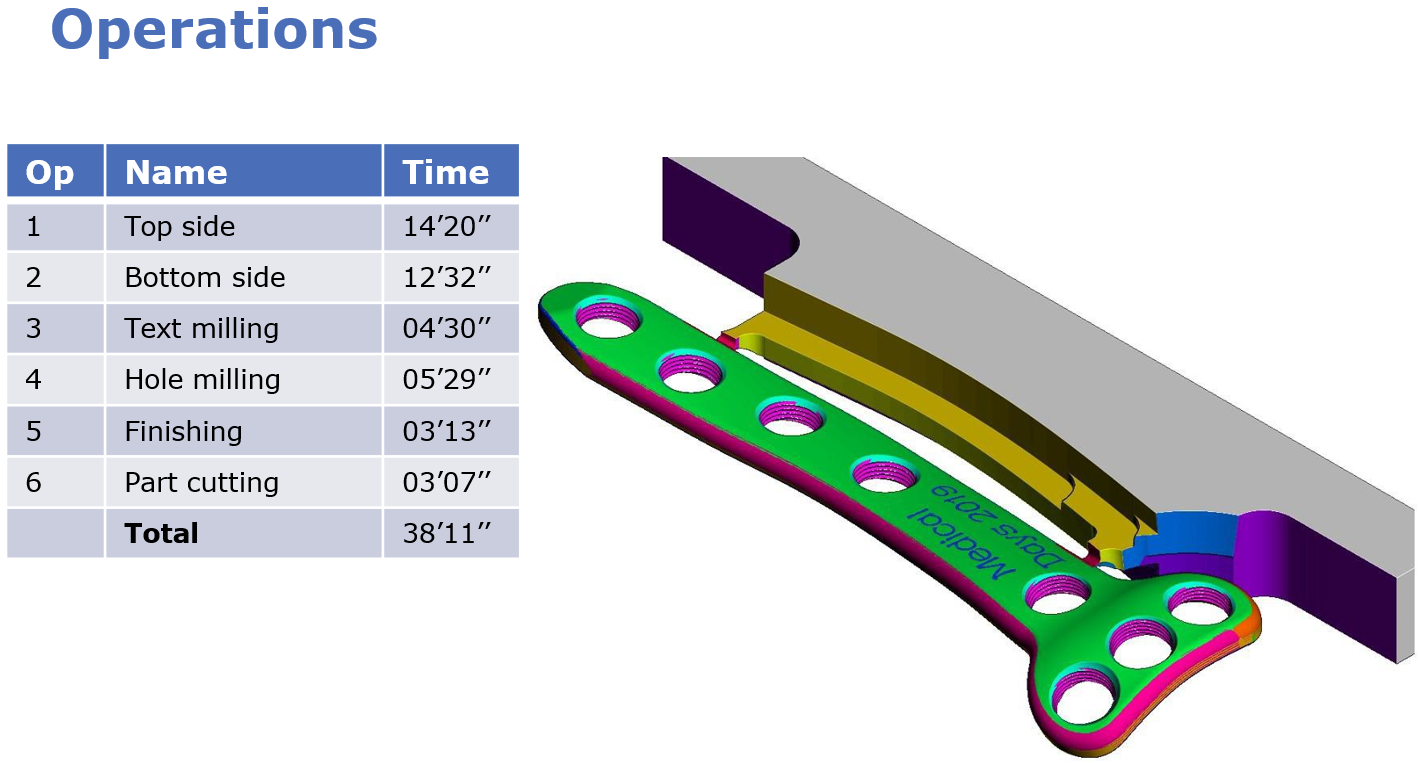
| The goal was producing this bone support plate as fast and efficient as possible. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Medical Industry |
| Application | Different Operations done with POWER Jet/ HPC Jet |
| Part | Bone Support Plate |
| Machine | DMG MORI DMP 70 |
| Challenge | Produce as fast and efficient as possible. |
| Solution | Use POWER Jet/ HPC Jet for certain steps. |
 |
|
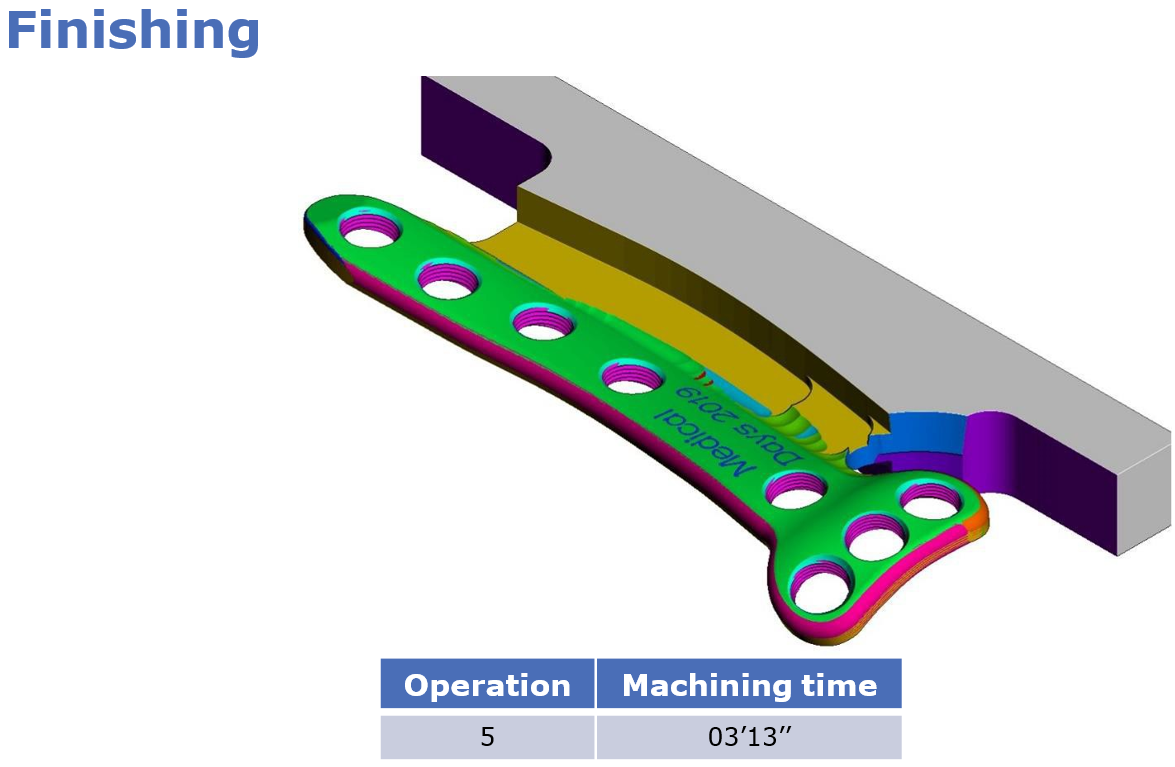
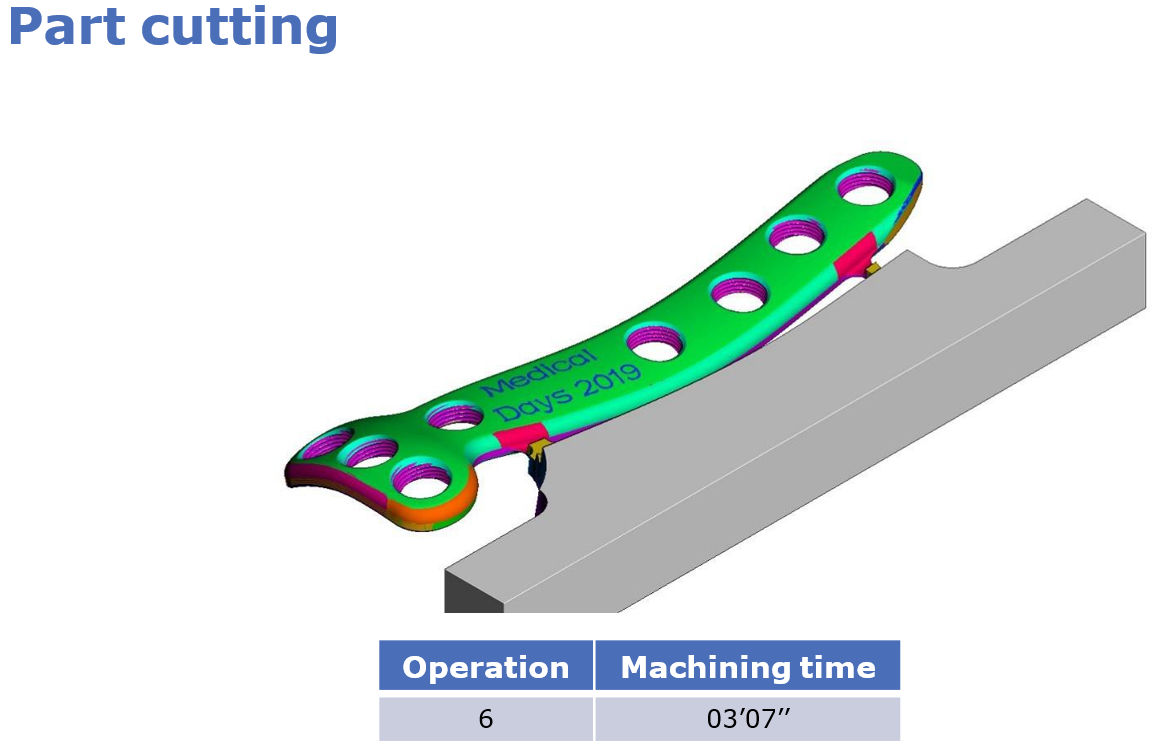
| OPERATING DATA | Finishing – Op 5-3 | Finishing – Op 5-4 | Part Cutting – Op 6-2 | Part Cutting – Op 6-3 | Part Cutting – Op 6-4 |
|---|---|---|---|---|---|
| Test Data | Jet Spindle | Jet Spindle | Jet Spindle | Jet Spindle | Jet Spindle |
| Spindle Speed (rpm) | 29,000 | 29,000 | 29,000 | 29,000 | 33,000 |
| Cutting Speed (Vc in m/min) | 273.00 | 273.00 | 273.00 | 273.00 | 207.00 |
| Depth of Cut (mm) | 1.0 | 1.0 | 0.5 | 1 | 0.15 |
| Width of Cut (mm) | 0.15 | 0.15 | 3.0 | 0.1 | 0.15 |
| fz (mm/t) | 0.08 | 0.08 | 0.02 | 0.04 | 0.075 |
| Table Feed (Vf in mm/min) | 9,280 | 9,280 | 2,320 | 4,640 | 9,900 |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure | 40 bar | |
| Holder Type | BT40 | |
| Material & Hardness | TiAl6V4 | |
| Cutting Tool | EC-H4L 02-04, EC-E4L 03-8 and EC-H4L 03-06 |
|
| Diameter (mm) | 2 – 3 | |
| No. of Teeth | 4 | |
Additional Information
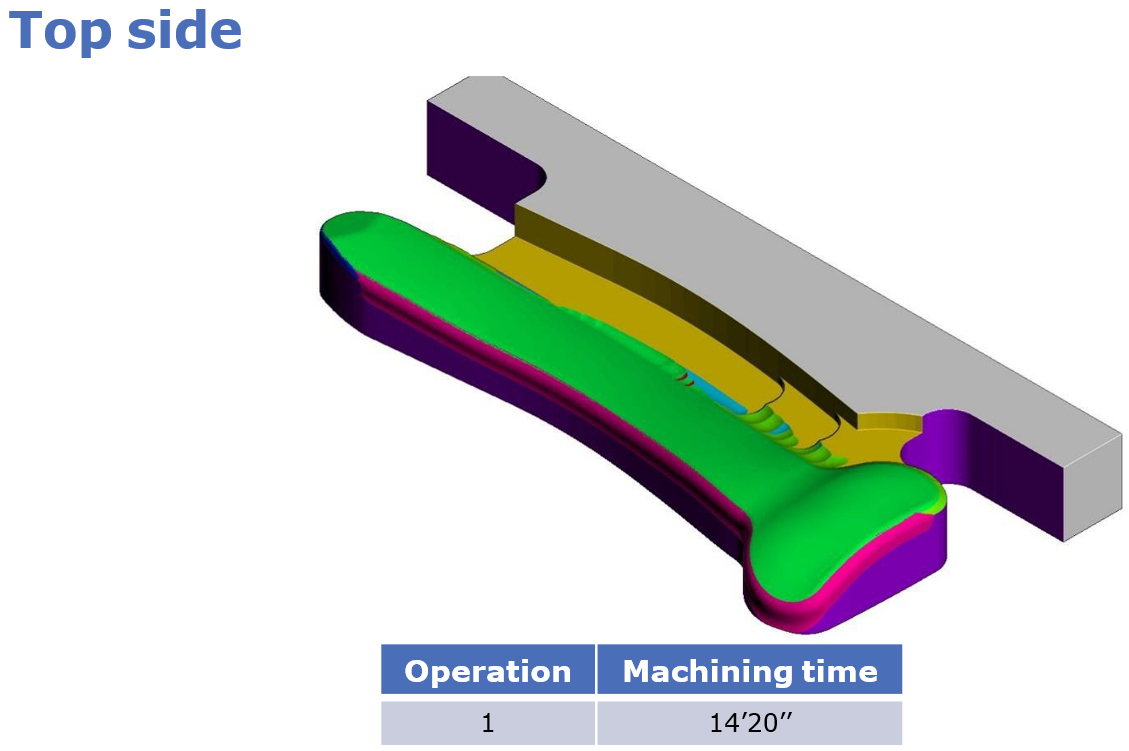
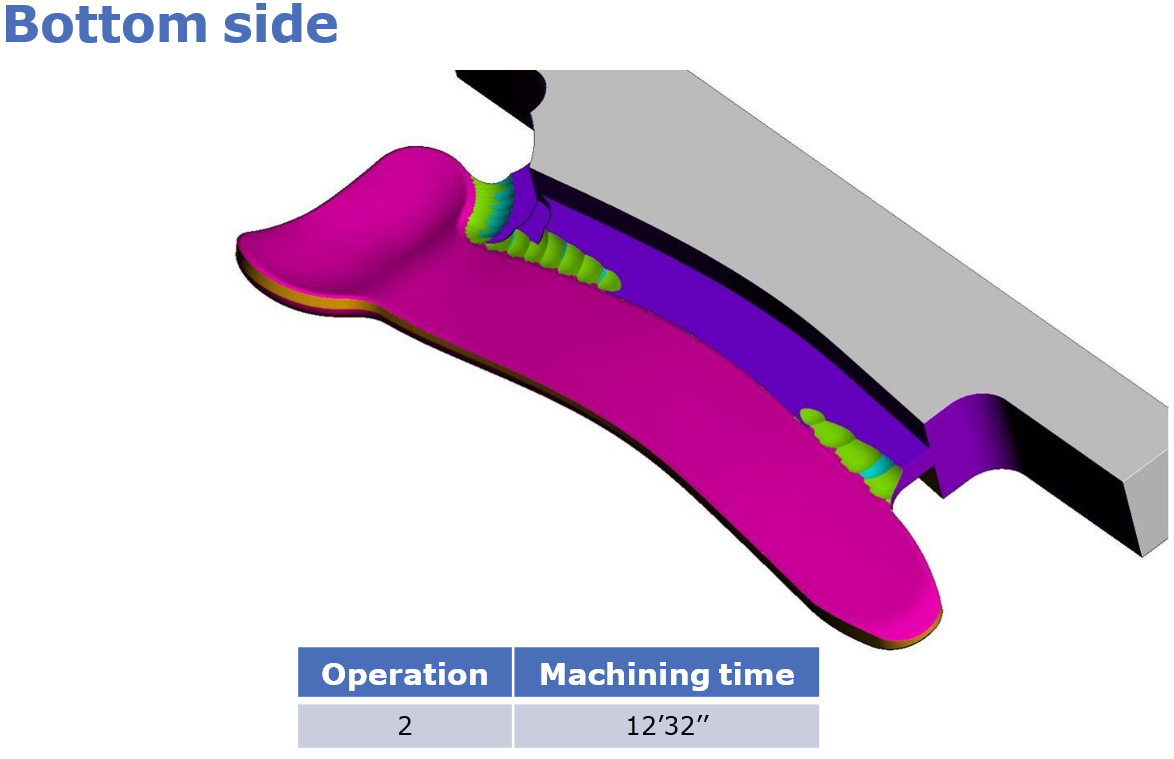
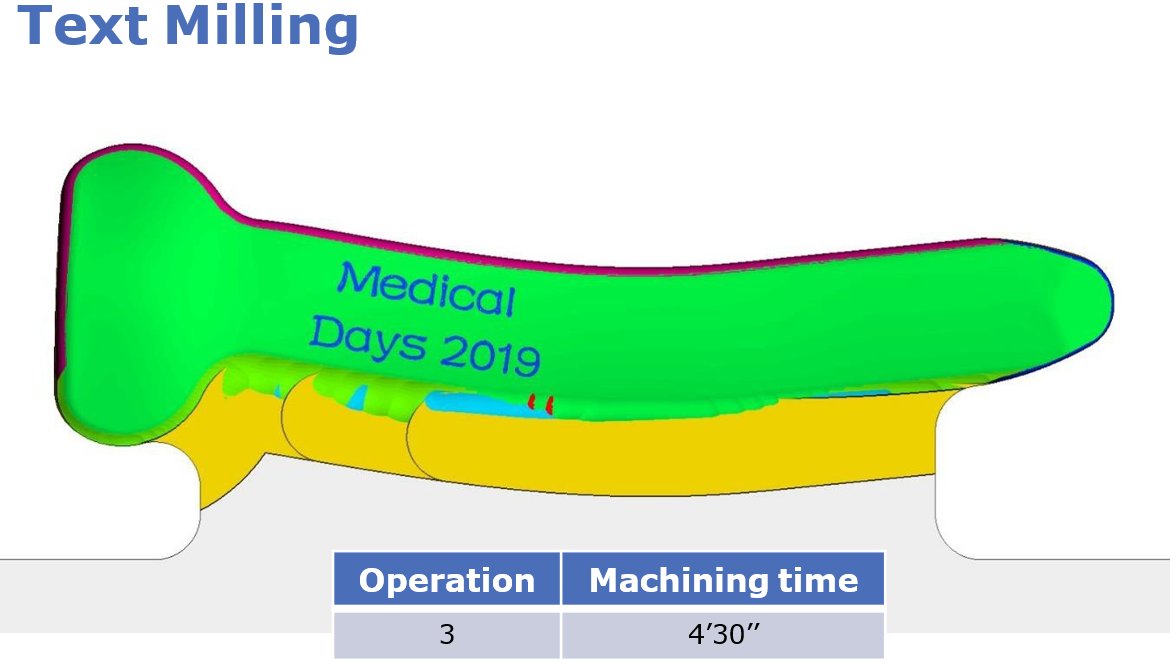
Operations in this Case Study
Orthopedic Bone Support Plate Operations in an Overview
 |
 |
 |
 |
 |
 |
| SUCCESS STORY | |
|---|---|
| The goal was producing this bone support plate as fast and efficient as possible. | |
|
|
| CASE STUDY | |
|---|---|
| Industry | Medical Industry |
| Application | Different Operations done with POWER Jet/ HPC Jet |
| Part | Bone Support Plate |
| Machine | DMG MORI DMP 70 |
| Challenge | Produce as fast and efficient as possible. |
| Solution | Use POWER Jet/ HPC Jet for certain steps. |
|
|
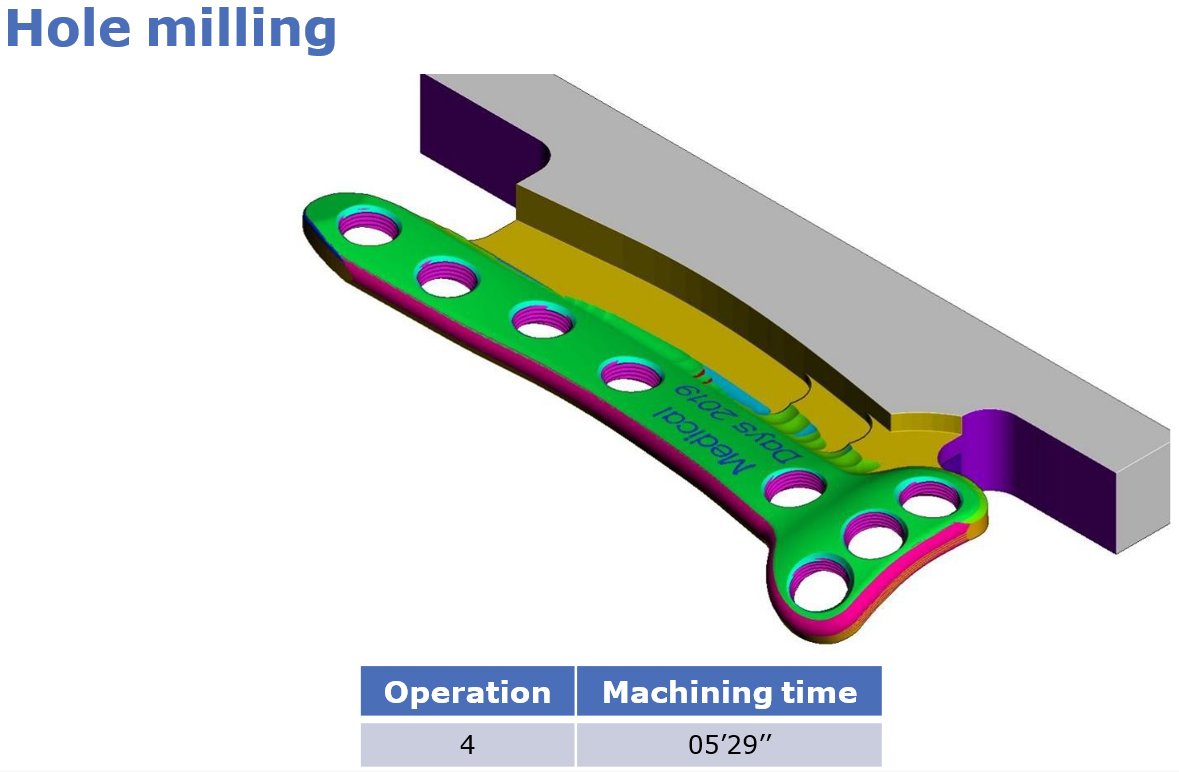
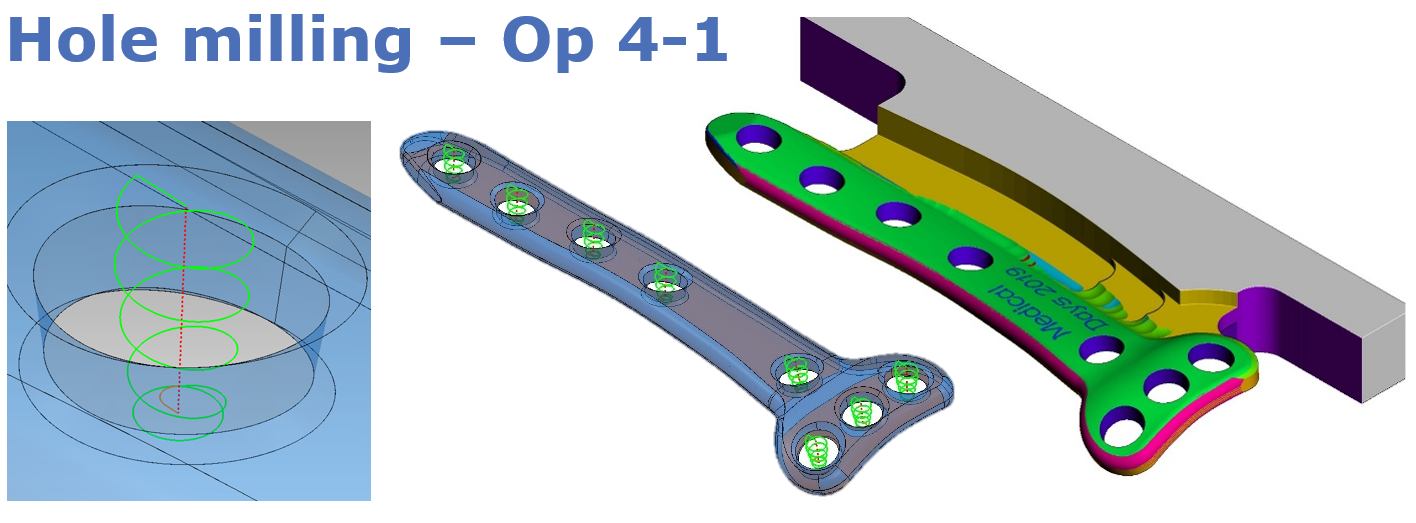
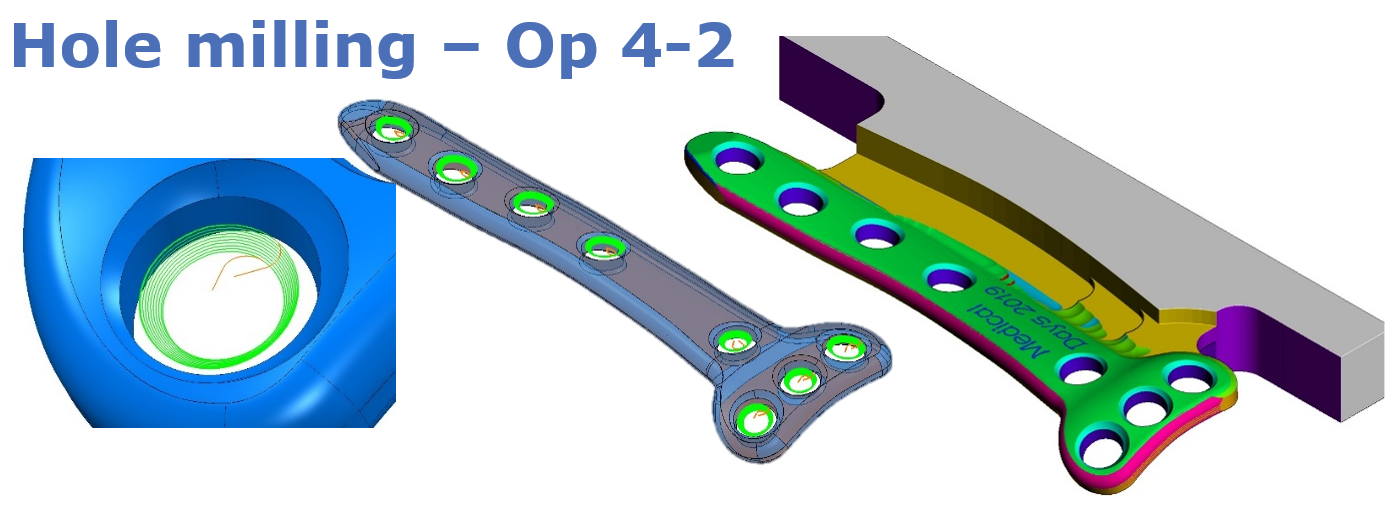
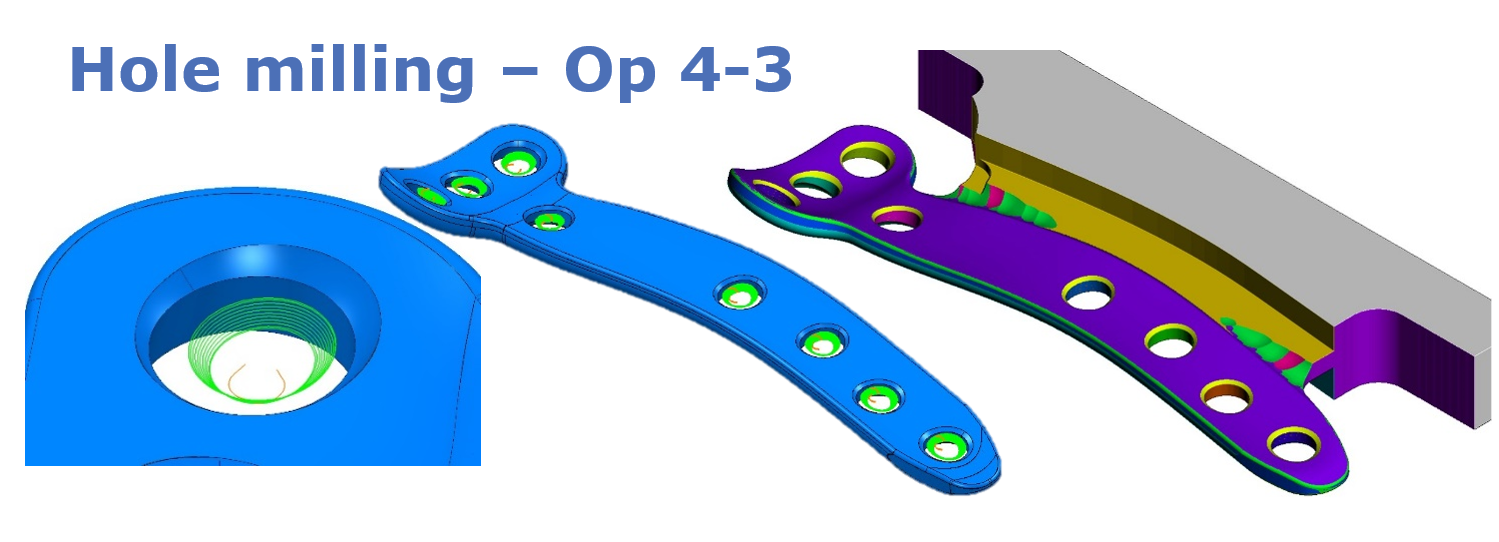
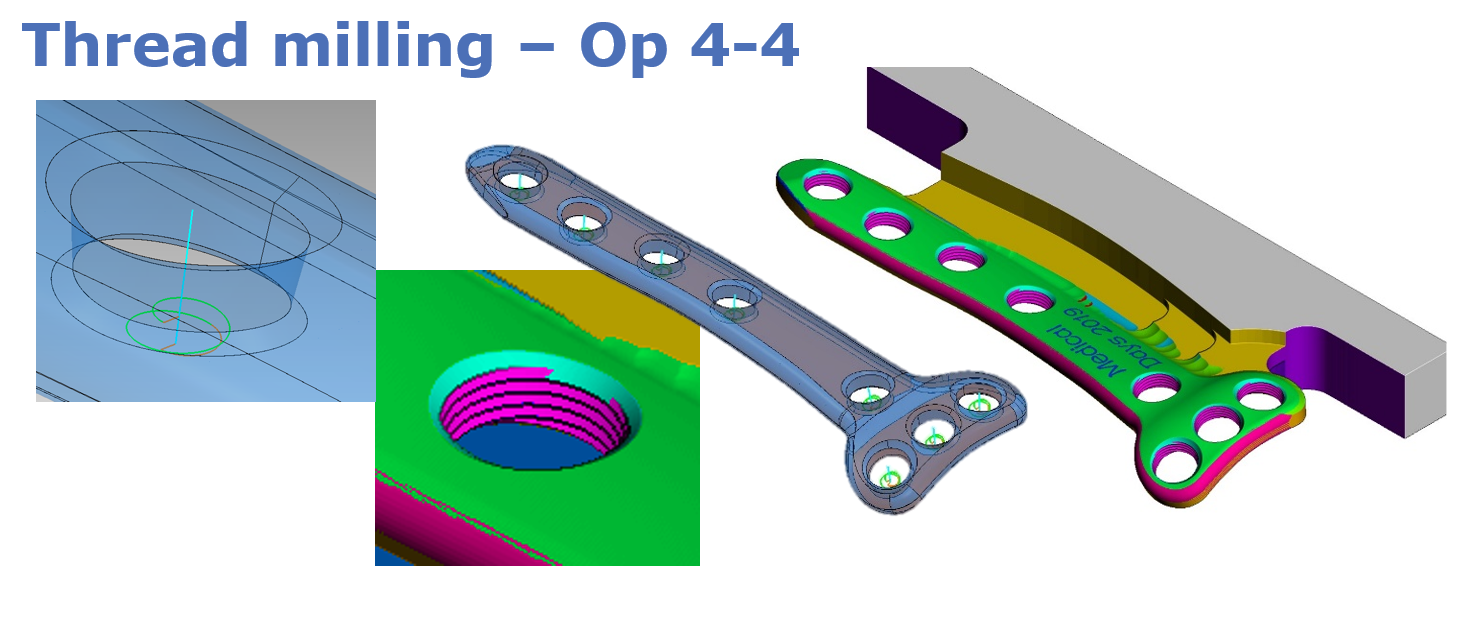
| OPERATING DATA | Hole Milling – Op 4-1 | Hole Milling – Op 4-2 | Hole Milling – Op 4-3 | Thread Milling – Op 4-4 |
|---|---|---|---|---|
| Test Data | Jet Spindle | Jet Spindle | Jet Spindle | Jet Spindle |
| Spindle Speed (rpm) | 29,000 | 29,000 | 29,000 | 29.000 |
| Cutting Speed (Vc in m/min) | 273.00 | 273.00 | 273.00 | 291.00 |
| Depth of Cut (mm) | 0.2 | 0.1 | 0.1 | 6.0 |
| Width of Cut (mm) | 3.0 | 0.1 | 0.1 | 1.0 |
| fz (mm/t) | 0.02 | 0.05 | 0.05 | 0.02 |
| Table Feed (Vf in mm/min) | 1,160 | 5,200 | 5,200 | 1,740 |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure | 40 bar | |
| Holder Type | BT40 | |
| Material & Hardness | TiAl6V4 | |
| Cutting Tool | EC-A2 030-040 (Hole Milling) and MTECI 06532C9A60 (Thread Milling) |
|
| Diameter (mm) | 3.0 and 3.2 | |
| No. of Teeth | 2 and 3 | |
Additional Information
Operations in this Case Study
Orthopedic Bone Support Plate Operations in an Overview
|
|
|
|
|
|
| SUCCESS STORY | |
|---|---|
| The goal was producing this bone support plate as fast and efficient as possible. | |
|
|
| CASE STUDY | |
|---|---|
| Industry | Medical Industry |
| Application | Different Operations done with POWER Jet/ HPC Jet |
| Part | Bone Support Plate |
| Machine | DMG MORI DMP 70 |
| Challenge | Produce as fast and efficient as possible. |
| Solution | Use POWER Jet/ HPC Jet for certain steps. |
|
|
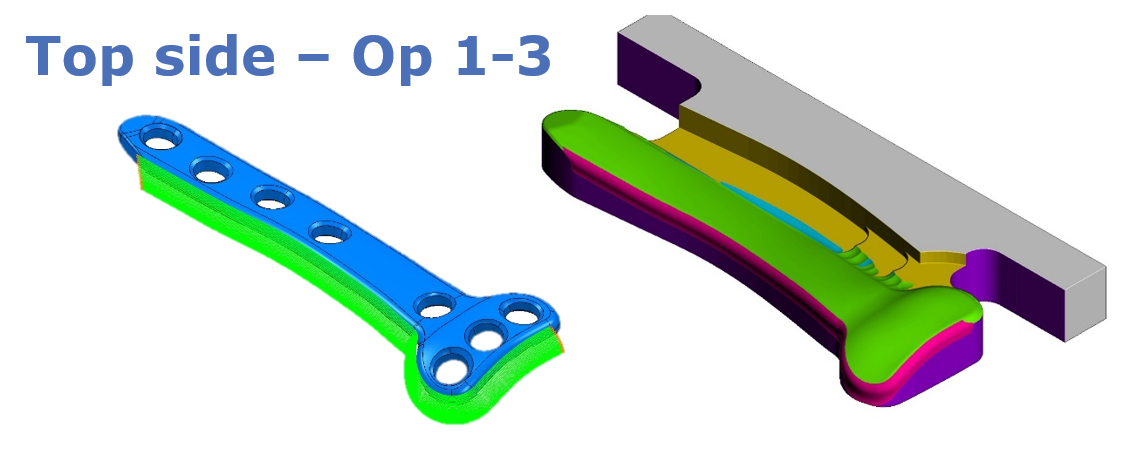
| OPERATING DATA | Top side – Op 1-3 | Top side – Op 1-4 | Top side – Op 1-5 | Bottom side – Op 2-4 |
|---|---|---|---|---|
| Test Data | Jet Spindle | Jet Spindle | Jet Spindle | Jet Spindle |
| Spindle Speed (rpm) | 29,000 | 29,000 | 33,000 | 33,000 |
| Cutting Speed (Vc in m/min) | 273.00 | 273.00 | 207.00 | 207.00 |
| Depth of Cut (mm) | 1.0 | 1.0 | 0.5 | 0.5 |
| Width of Cut (mm) | 0.15 | 0.15 | 0.12 | 0.15 |
| fz (mm/t) | 0.08 | 0.08 | 0.075 | 0.075 |
| Table Feed (Vf in mm/min) | 9,280 | 9,280 | 9,900 | 9,900 |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure | 40 bar | |
| Holder Type | BT40 | |
| Material & Hardness | TiAl6V4 | |
| Cutting Tool | EC-E4L and EC-H4L | |
| Diameter (mm) | 2.0-3.0 | |
| No. of Teeth | 4 | |
Additional Information
Operations in this Case Study
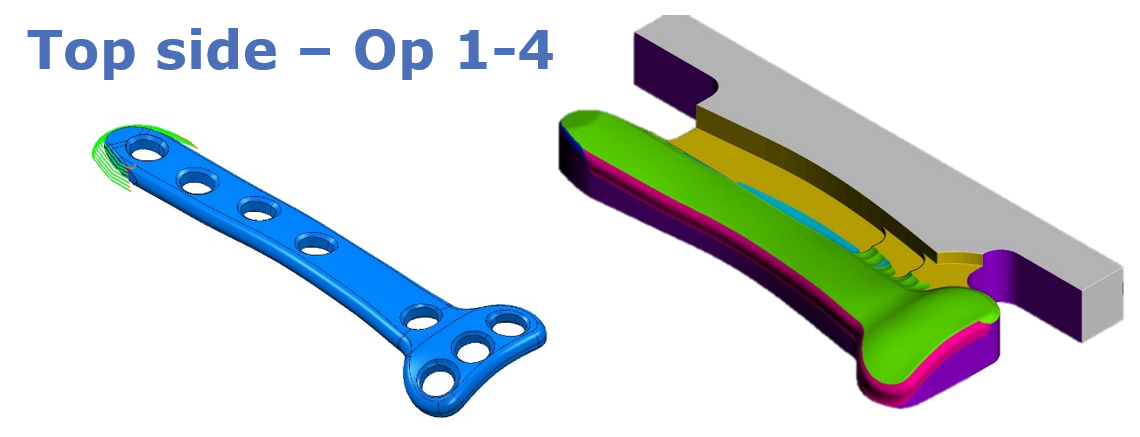
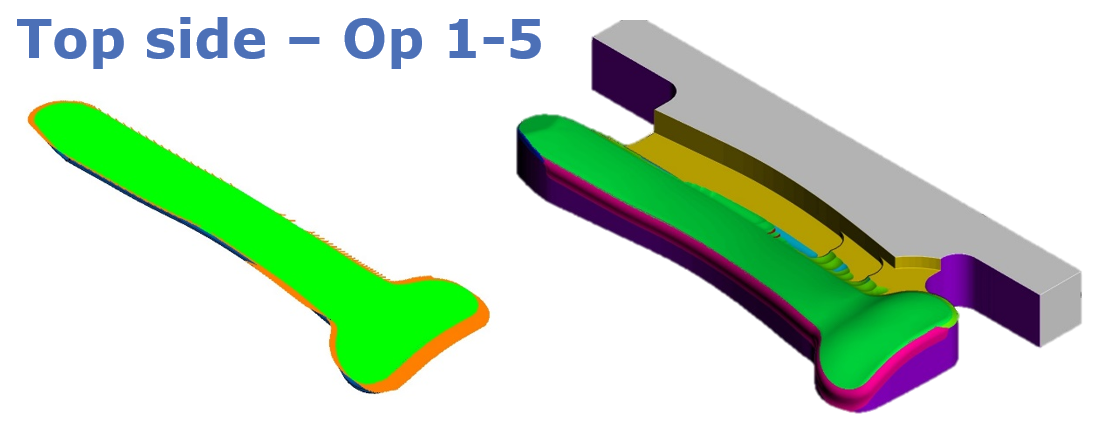
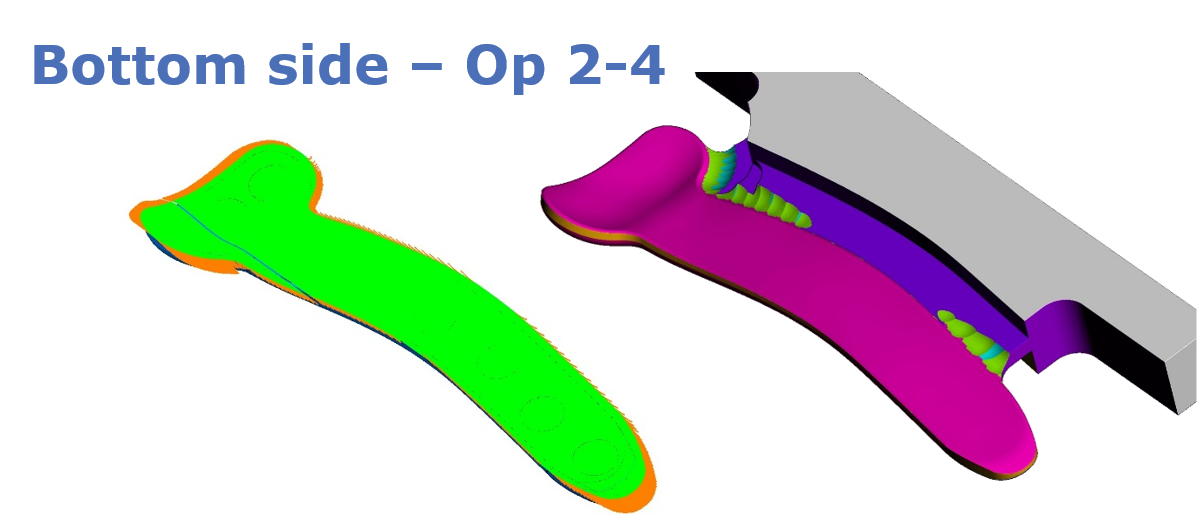
Orthopedic Bone Support Plate Operations in an Overview
|
|
|
|
|
|