
























INDEX G220 fully integrated with GJET TR highlighted in March 2022 issue of xtechnik.
Note: The GJET TR is referred to as the counter spindle in the article.
Click on this link to view and download the March 2022 publication of xtechnik.
English translation of the article on pages 20-25:
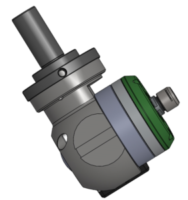
The Index G220 turning, milling and grinding center enables Haidlmair to machine precision parts for the FDU hot runner system in a single clamping. The 3.0 mm nozzle diameter of the pre-chamber bushings is precision-ground within a tolerance range of +0.005 mm with a grinding pin (speed up to 40,000 rpm). (Pictures: x-technik)
TOP CLASS TURN-MILLING CENTER
More than 40 years of experience and consistent specialization in injection molding tools for cubic and cuboid molded parts have made Haidlmair GmbH a recognized market leader in this field. Behind this lies, among other things, top-class manufacturing know-how in eroding, milling and grinding. It is thanks to an Index G220 that the Upper Austrians now also combine the highest level of competence in house turning. Because with the new turn-mill center, hardened precision parts for hot runner systems are milled, hard-turned and externally and internally ground in a single clamping – and with tolerances in the µ range. By Ing. Robert Fraunberger, x-technology
As an innovative manufacturer of injection molding tools for transport, storage and logistics solutions, Haidlmair GmbH has developed a strong international market position. The spectrum ranges from simple can trays and lightweight boxes in all sizes and shapes to bottle crates made from multiple materials and/or multiple colors. In addition, a variety of transport and logistics containers, pallets and pallet boxes, recycling containers and various technical and automotive parts are manufactured with tools from Haidlmair. A state-of-the-art machine park on a production area of more than 11,500 m² in Nussbach, continuous investment in research and development as well as highly trained specialists are evidence of the high commitment of the Upper Austrians.
International flagship company
The company has the expertise and equipment to offer its customers the development “The numerous investments in recent years have paid off, because the order situation is excellent,” says Stefan Knödlstorfer, Technical Director of Haidlmair GmbH, who is very satisfied with the economic development.
Task: Complete machining of hardened precision parts for the FDU hot runner system.
Solution: Turn-mill-grind center G220 from Index.
Benefits: 5-axis milling, turning, hard turning and precision grinding in one machine; highest precision through stable and high-quality mechanical engineering; excellent technology support. nes injection molding tool to the sampling.
I find it remarkable how naturally Haidlmair has managed to exploit the advantages of complete machining, including all grinding cycles. The manufactured components speak for themselves.
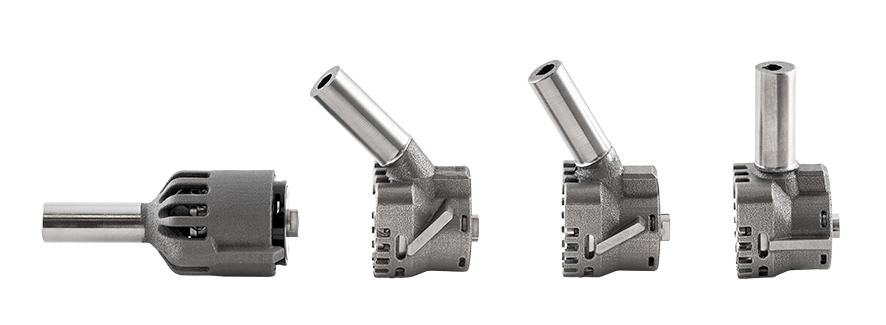
The Upper Austrians invested in modern, partly automated milling and grinding centers, eroding machines, additive manufacturing systems (for plastic and metal), injection molding machines and the largest computer tomograph in the industry. “Our service chain includes all sub-processes of a tool order – starting with the customer’s product idea, prototype production and subsequent part optimization, the actual tool design, mechanical production, assembly, sampling and complete quality control,” says Knödlstorfer, summarizing the extensive range of services. Precision parts for the FDU hot runner system In addition, developments such as FDU or mold monitoring secure the future of the Upper Austrians: “The FDU is an innovative hot runner nozzle system for injection molding tools,” explains the technical manager.
The so-called Flat Die Unit (FDU) combines elements of sheet extrusion technology with conventional hot runner nozzle technology. The main advantage compared to round nozzle hot runner systems is the comparatively higher throughput per nozzle due to the broadband gate. As a result, fewer nozzles are required per molded part and cycle times are reduced by around 15 percent. Due to the outsourcing to a separate company (note: FDU Hotrunner GmbH in Frankenthal (D)) within the Haidlmair Group, the advantages of the new hot runner technology can now also be offered to a wide variety of industries. The key components for the FDU hot runner system have been machined at Haidlmair in Nussbach for around six months now: “Up to now we have bought the parts from external suppliers – but with varying degrees of success, because the hardened components are subject to the highest quality requirements and have to be milled, pre-turned and highly precise hard-turned and precision-ground,” continues Knödlstorfer. Due to the small batch sizes and the sometimes high rate of complaints, the decision was made to build up the necessary processing know-how in-house. “For a long time we were looking for a solution that would offer high precision on the one hand and that could map all machining operations in as little as one setting on the other,” remembers Knödlstorfer. After a precise selection process including test machining, the choice finally fell on a G220 from the German Index-Werke.

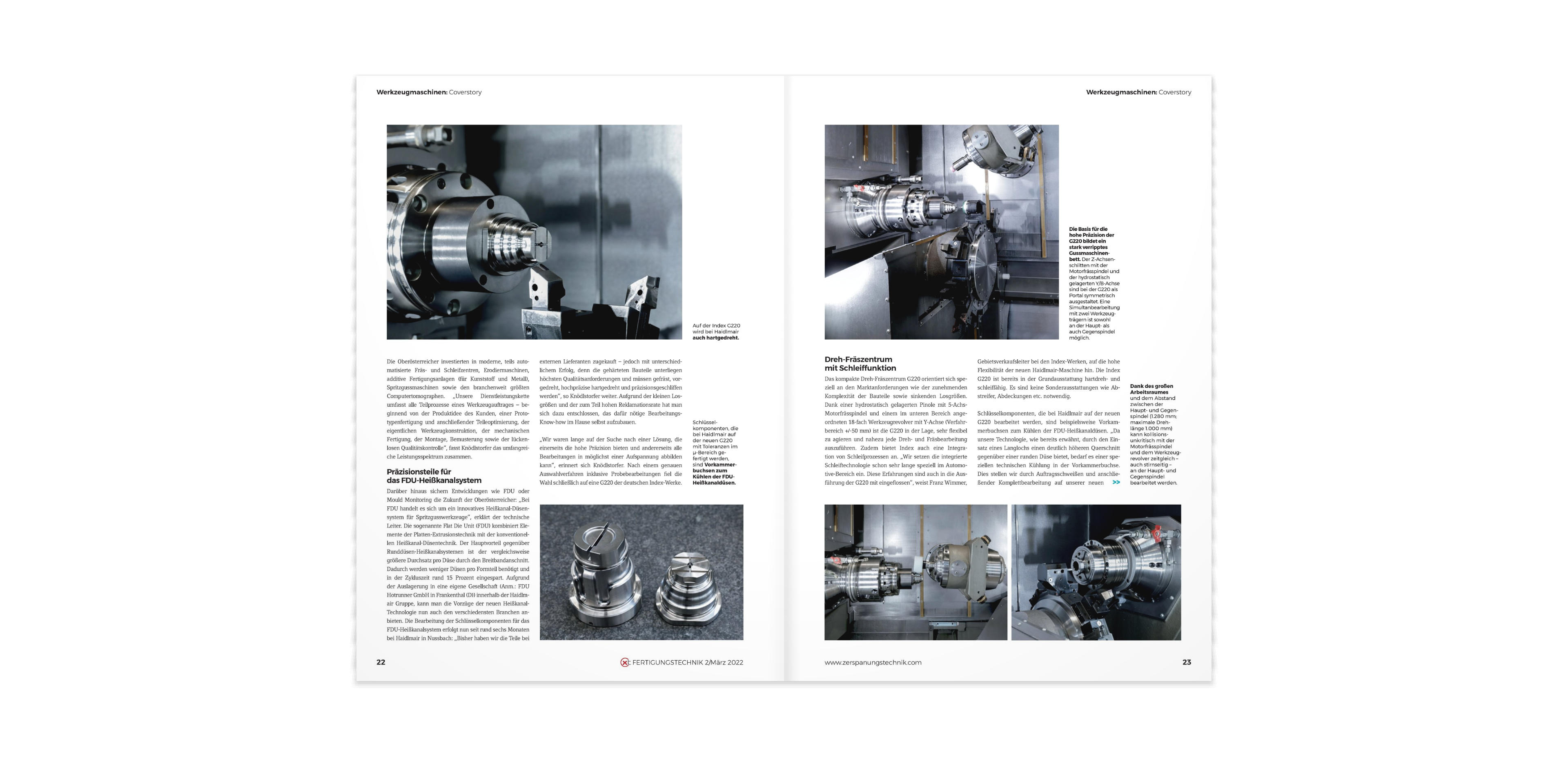
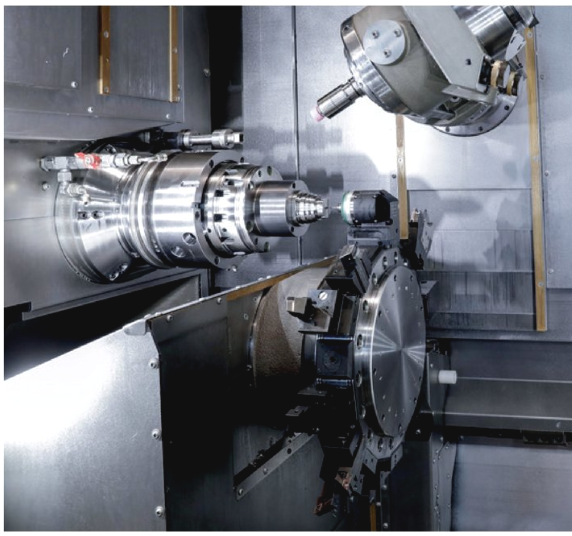 The basis for the high precision of the G220 is a heavily ribbed cast machine bed.
The basis for the high precision of the G220 is a heavily ribbed cast machine bed.
The Z-axis slide with the motorized milling spindle and the hydrostatically mounted
Y/B axis are designed symmetrically on the G220 as a portal.
Simultaneous machining with two tool carriers is possible on both the main and
counter spindles.
Turn-mill center with grinding function
The compact G220 turn-mill center is specially designed to meet market requirements such as the increasing complexity of components and decreasing lot sizes. Thanks to a hydrostatically mounted quill with a 5-axis motorized milling spindle and an 18-station tool turret with Y-axis (travel range +/-50 mm) arranged in the lower area, the G220 is able to act very flexibly and carry out almost any turning and milling work . Index also offers the integration of grinding processes. “We have been using integrated grinding technology for a very long time, especially in the automotive sector. This experience has also flowed into the design of the G220,” says Franz Wimmer, area sales manager at Index-Werke, pointing out the high flexibility of the new Haidlmair machine. Even the basic version of the Index G220 can be hard turned and ground. No special equipment such as scrapers, covers, etc. are required. Key components that are machined at Haidlmair on the new G220 include pre-chamber bushings for cooling the FDU hot runner nozzles. “Since our technology, as already mentioned, offers a significantly higher cross-section compared to a round nozzle due to the use of an elongated hole, special technical cooling is required in the antechamber bush. We do this by build-up welding and subsequent complete processing on our new Index G220 safe,” Knödlstorfer goes into detail. The components made of hot-work steel 1.2343, hardened to 50 HRC, are milled, rough-turned, hard-turned and ground in small batches of four, eight or a maximum of twelve pieces in one setting: “We manufacture the nozzle bushing diameter of 3.0 mm with tolerances of up to +0.005 mm . We can maintain this high level of precision with the index grinding cycles. As a result, the effort remains manageable for our machine operators as well,” Knödlstorfer continues. “Our cycles are structured in a similar way to a grinding machine – we are in no way inferior. In addition, high-precision measuring sensors ensure that the machine is automatically regulated,” adds Wimmer. Electroplated grinding wheels that can be dressed for the outer diameter are used for machining the inner diameter.
Excellent technology support
Index in Esslingen developed the entire manufacturing process, including post-processor, CSE simulation, grinding cycles and integration into Haidlmair’s Siemens NX environment. “The subject of turning and milling, including grinding, was completely new territory for us. Index’s technology support was not only necessary for us, it was truly outstanding. After commissioning, we were productive very quickly,” says Knödlstorfer, praising the excellent cooperation. The Index G220 automatically detects contact with the grinding pin via a specially installed sensor system: “The initial cut detection for grinding tools is guaranteed with an adapted, active ring sensor Dittel 6000 on the main spindle and counter spindle D65,” says Wimmer, specifying the grinding process monitoring. In addition, Haidlmair grinds very special geometries on the G220, even in the 5-axis simultaneous milling cycle – according to Franz Wimmer, a technical specialty that only came about through a joint development by Siemens, Index and Haidlmair. Mechanical engineering in a class of its own The basis for the high precision of the G220 is a heavily ribbed cast iron machine bed, which, together with the generously dimensioned linear guides in the X and Z axes, ensures very good stability and damping properties. “The Z-axis slide with the motorized milling spindle and the hydrostatically mounted Y/B axis are designed symmetrically as a portal on the G220,” says Franz Wimmer, pointing out a special quality feature of the Index turning-milling center. With a powerful drive (max. 11 kW, 30 Nm and 18,000 rpm) and with the B-axis directly driven by a torque motor, due to the perform almost any drilling and milling work with high damping and rigidity. “With a Y-stroke of +/-80 mm, a swivel range of the B-axis of -50/+230 degrees and a large X-travel – which also reaches 30 mm below the center of rotation – all geometries up to the simultaneous 5-axis machining can be produced without any problems and productively,” Wimmer goes into the technical details. In addition, the sales engineer does not want to go unmentioned that the entire casting process as well as the production of the main and counter spindles, motorized milling spindles and the turret drive are carried out on Index’s own machines in Esslingen.
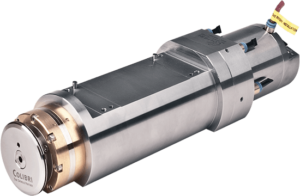
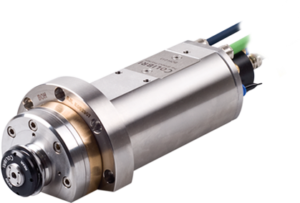
The motor spindles (note: main and counter spindle with up to 40 kW and 310 Nm) are fluid-cooled and equipped with the highest concentricity and offer a bar capacity of 65 mm. For automatic loading, the G220 at Haidlmair is also equipped with a universal short bar loading machine ILS-MUK-7012-III, since some parts from the hot runner system can also be produced fully automatically from the bar in batch sizes of up to 100 pieces. “Here we were even able to switch to harder materials, since the G220 is extremely stable during processing,” says Knödlstorfer, explaining the advantages of the new machine.
CSE simulation is essential
Due to the complexity of the new machine and the manufacturing processes, as well as the sophisticated components from the Upper Austrians, a simulation of the processing in advance is essential, according to Knödelstorfer. “We use NX-CAM – a Common Simulation Engine (CSE) is ideal for that. In this case, however, the postprocessor and the 3D simulation with collision analysis come directly from Index and are software products developed by Index.” This also gives the skilled workers who work with the new turning, milling and grinding technology the necessary security to push themselves to the machining limits to grope.
