























 Overview of Case Studies
Overview of Case Studies
MICRO Jet Case Studies
| SUCCESS STORY | |
|---|---|
|
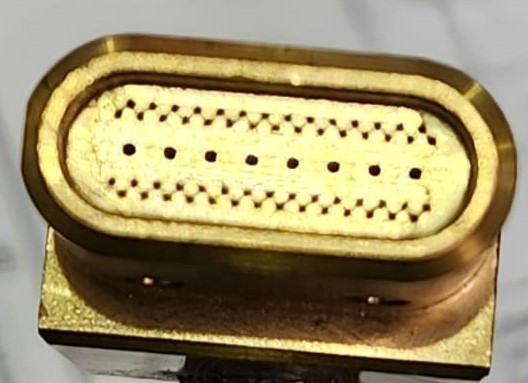
The problems with the original process were excessive tool breakage and long operating times with 58 holes to drill!
Result that were achieved with the use of the MICRO 00: No tool breakage, we removed one process step (pre-drilling) and achieved a 75% reduction in operating time.
Customer was very satisfied with the result. |
|
 |
|
| CASE STUDY | |
|---|---|
| Industry | General Manufacturing Industry |
| Application | Drilling |
| Part | Burner |
| Machine | Mazak-VCN-430A SG |
| Challenge | Decrease step time and tool breakage |
| Solution |
Apply Micro 00° for 58 holes with increased RPM to 20,000, Vf:240 and removed the pre-drilling step.
|
 |
|
| RESULTS WITH MICRO 00 | |
|---|---|
| Time Savings per part (minutes) | 1.51 |
| Cost Savings Per Part ($40/hour) | $1.01 |
 |
|
| MICRO 00 | |
| OPERATING DATA | Hole Drilling | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 12,000 | 20,000 |
| Cutting Speed (Vc in m/min) | 15.00 | 25.00 |
| Depth of the Steps of Cut (mm) | 0.1 | |
| Total Depth of Cut (mm) | 2.5 | |
| Table Feed (Vf in mm/min) | 80 | 240 |
| Tool life – high, average, low | Low (breakage) | High |
| Surface Finish – high, average, low | Average | High |
| Cycle Time Improvement (in %) | 75% | |
| Total Machining Time (min) per part | 1.51 | 0.36 |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | 20 bar & 10 l/min | |
| Holder Type | ER16 | |
| Material | Brass | |
| Cutting Tool | Driller | |
| Diameter (mm) | 0.4 | |
Additional Pictures
| SUCCESS STORY | |
|---|---|
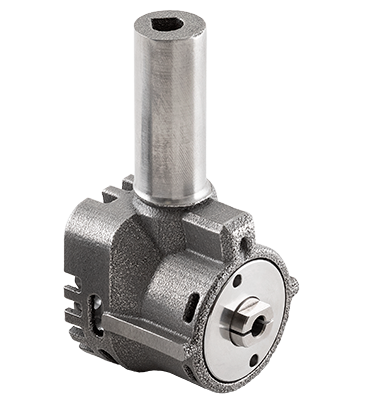
| The customer makes parts (cargo plane floors) and couldn’t get access to drill the approximately 380 holes in diameters of 2.5 and 6 mm, so the operation time was 4:30 hours. We used the Micro 90° with AIR drive to machine the difficult to access parts for other types of tool and could reduce the operation time by 67% to 1:30 hours. | |
 |
|
| CASE STUDY | |
|---|---|
| Industry | Aerospace Industry |
| Application | Milling of holes |
| Part | Cargo plane floor |
| Machine | Mazak Vortex 120 |
| Challenge | Drill and Mill in narrow spaces |
| Solution | Micro 90 supported hole helical milling, and hole drilling |
 |
|
| RESULTS WITH MICRO 90 | |
|---|---|
| Time Savings per part (minutes) | 180 |
| Cost Savings Per Part ($40/hour) | $120 |
 |
|
| MICRO 90 | |
| OPERATING DATA | Milling of Interpolated Holes | |
|---|---|---|
| Test Data | Machine Spindle | Jet Spindle |
| Spindle Speed (rpm) | 10,000 | 45,000 |
| Cutting Speed (Vc in m/min) | 63 | 283 |
| Depth of Cut (mm) | 0.1 | |
| Width of Cut (mm) | 2.0 | |
| Table Feed (Vf in mm/min) | 40 | 180 |
| Machining Time (min) per part | 270 | 90 |
| Tool life – high, average, low | Low | High |
| Surface Finish – high, average, low | Low | High |
| Cycle Time Improvement (in %) | 67% | |
| CONDITIONS | ||
|---|---|---|
| Coolant Pressure & Flow rate | Use of Air | |
| Holder Type | ER16 | |
| Material & Hardness | Aluminum 7075 & 180HB | |
| Cutting Tool | TEC020A2 (30° helix medium length solid carbide miniature end-mill) |
|
| Diameter (mm) | 2.0 | |
| No. of Teeth | 2 | |
Additional Pictures
